您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 机械专业毕业论文加工中心换刀机械手毕业设计说明书
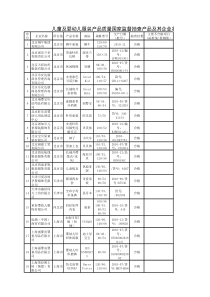
辽宁科技大学本科毕业生毕业设计第1页第1章绪论1.1加工中心换刀机械手设计的目的及意义本设计主要是在实现手指夹紧、手臂伸缩、手架伸缩以及手架旋转运动的基础上,为加工中心换刀机械手的研究提供几种新的设计方案,并通过论证分析,选择其中一种比较理想可行的方案进行设计计算,以达到准确、稳定、快速、可靠换刀的目的。在满足加工中心换刀机械手各种运动要求的同时,本设计也在一定程度上简化了换刀机械手的结构,以方便加工中心换刀机械手的加工制造过程。1.2换刀机械手的发展现状近年来,随着世界制造业向中国转移,我国对机床的需求量大增。同时,经过多年的努力,我国数控机床的开发水平也有了很大进步,数控机床的品种和质量均比以往有所提高,部分机床制造主导厂还开发出具有相当水平的数控设备。但是,通过有关部门给出的资料,只要作进一步的分析与了解,我们就会发现,国产数控机床在消费量的台数中虽占有一半(55%)以上,但它们多是些技术水平较低、价格相对便宜的普通产品,如数控车床、数控铣镗床和线切数机床等,高、中档数控产品则较少,而且这些产品的核心技术或功能部件,如加工中心换刀机械手、全功能的数控伺服系统,高速电主轴,数控刀架乃至高速安全防护装置等,还多是由中外合资企业提供或是从国外进口的[1]。这也说明由于技术发展的不平衡,在多种条件制约下,目前我国数控机床的整件技术水平与国际先进水平相比还有一定距离,部分高性能、高速、高精度的数控机床仍需要依靠海外进口。功能部件技术水平的高低、性能的优劣以及整体的社会配套水平,都直接决定和影响着数控机床整机的技术水平和性能,也制约着主机的发展速度。而换刀机械手则是加工中心稳定可靠运行的关键功能部件。它的快速、准确的换刀程序是影响加工中心发挥高效、可靠的加工性能的重要因素。没有换刀机械手,就不可能有集中工序进行加工的加工中心。有资料显示,刀库和机械手的故障率约占整机故障率的25%[1]。所以说,换刀机械手的性能、质量直接影响着数控机床整机的性能、质量和品种的发展。加工中心是备有刀库,并能自动更换刀具,对工件进行多工序加工的一种功能较全的数字控制机床,也是典型的集高新技术于一体的机械加工设备,它的发展代表了一个辽宁科技大学本科毕业生毕业设计第2页国家设计、制造的水平,是判断企业技术能力和工艺水平标志的一个方面[2]。加工中心中实现刀库和机床主轴之间传递和装卸刀具的装置称为自动换刀装置,它的功能是储备一定数量的刀具并完成刀具的自动交换。自动换刀装置可帮助数控机床节省辅助时间,并满足在一次安装中完成多工序、工步加工要求。它由存放刀具的刀库和换刀机构组成。作为自动换刀装置,它需要满足换刀迅速、时间短,重复定位精度高,刀具储存量足够,所占空间位置小,工作稳定可靠等特点[3]。换刀装置中刀具的交换形式及它们的具体结构对机床的工作效率和工作可靠性有着直接影响。加工中心的自动换刀形式可分为无机械手换刀方式和有机械手换刀方式两大类。无机械手换刀方式一般是采用把刀库放在主轴箱可以运动到的位置,同时,刀库中刀具的存放方向一般与主轴上的装刀方向一致。无机械手换刀方式是由刀库和机床主轴的相对运动实现刀具的交换的,这种方式结构简单,但换刀时间要长。目前,加工中心的自动换刀装置大都采用有机械手换刀方式,因为有机械手换刀装置在刀库的配置、与主轴的相对位置及刀具数量确定上都比较灵活,机械手数量和换刀形式比较随意,换刀时间比较短,应用广泛[4]。换刀机械手的形式有单臂式、双臂式、回转式和轨道式等,而常用双臂式机械手的手爪结构形式又分为钩手、抱手、伸缩手和叉手等[2]。加工中心换刀机械手作为数控机床的一个重要的功能部件,它在国内外的数控机床制造领域中已受到广泛的重视。目前,在国外BT40的换刀时间已达到0.9秒,BT50的换刀时间也达到了1.5秒左右,国内也出现了立、卧两用凸轮式换刀机械手和用于五轴联动的换刀机械手的研究。加工中心换刀机械手的主要任务是,完全模拟人手的换刀动作,给机床主轴与弹簧夹头提供相对转动实现夹紧、放松刀具的动作。机械手应具备足够的转矩,同时还应使机械手具备结构紧凑、占据空间小的特点,以适应不同类型机床的换刀空间[4]。随着机械加工业的发展,制造行业对加工中心换刀机械手的需求量会越来越大。1.3研究的主要内容加工中心换刀机械手的设计是在实现手指夹紧、手臂伸缩、手架伸缩以及手架旋转运动的基础上,实现其准确、快速、可靠、稳定的换刀。设计得主要内容如下:辽宁科技大学本科毕业生毕业设计第3页1、根据目前常用的加工中心换刀机械手的换刀方式,对手臂伸缩与手指夹紧机构、手架旋转与手架伸缩机构的设计提出几种新的方案,并通过对所提出方案的论证分析,选择一种较为理想的方案进行具体的设计。2、对所选设计方案中换刀机械手的组成机构及各个自由度运动的实现进行分析。3、对加工中心换刀机械手的手指夹紧力进行分析与计算,并对其关键部位进行校核,以保证换刀的可靠性。4、确定各个运动的驱动机构。5、对设计中所涉及到的液压缸通过计算确定其个部分结构的具体尺寸,并对个活塞杆的强度、稳定性以及螺栓的强度进行校核,以保证加工中心换刀机械手能够稳定、可靠的完成换刀过程。6、对设计中出现的齿轮、轴等重要零部件通过计算确定尺寸后,要进行安全校核。7、设计出加工中心换刀机械手的控制系统部分,完善设计内容。辽宁科技大学本科毕业生毕业设计第4页第2章总体方案设计与论证2.1加工中心换刀机械手的设计要求设计加工中心换刀机械手,使其实现手指夹紧、手臂伸缩、手架伸缩以及手架旋转运动,并设计出它的传动控制部分,以保证加工中心换刀机械手能够准确、稳定、快速、可靠的完成换刀过程。2.2初步设计方案2.2.1手臂伸缩与手指夹紧机构由于与机械、电力传动相比,液压传动具有体积小、质量轻、功率大运动平稳的特点,并且因为液压元件有自我润滑作用,使用寿命长[5],所以在以下几种设计方案中,手臂伸缩运动及手指夹紧运动都采用液压的驱动方式。并且由于两手伸缩回转式单臂双爪机械手的两手可伸缩,缩回后回转,可避免与刀库中其他刀具干涉,所以,以下2种设计方案中的换刀机械手都为两手伸缩回转式单臂双爪机械手。1、结构设计方案Ⅰ在此方案中,加工中心换刀机械手四个手指的运动分别由四个液压缸单独控制,这使得它运动的灵活性很强,其结构如图2.1所示。图2.1手臂伸缩与手指夹紧机构Ⅰ工作原理:当手架旋转75°到指定位置后,发出手臂伸出指令,手臂伸缩液压缸1和1′工作,当两液压缸的活塞运动到设计位置后,进油腔油压力升高,压力继电器开关动作,并发出手指夹紧指令,手指夹紧液压缸2、3、2′以及3′工作,手指开始夹紧。当手指夹紧工件后,手指夹紧液压缸的进油腔内的油压力升高,发出手架伸出指令,开始拔刀动作。辽宁科技大学本科毕业生毕业设计第5页手架在插刀动作结束后,发出手指松开指令,此时手指夹紧液压缸2、3和2′、3′反行程运动,当活塞运动到初始位置后,手指恢复到原位置,当进油腔内油压力升高后,压力继电器开关动作,发出手臂缩回指令,液压缸1和1′开始动作,当手臂缩回到初始位置后,活塞不再运动,手臂伸缩液压缸进油腔内油压力升高,即发出手架复位指令。3、结构设计方案Ⅱ此方案在结构和原理上都与前一种方案相似,不同的是它综合了方案Ⅰ的各自优点,每侧都由一个液压缸驱动两个手指运动,即实现了运动的灵活性又使它在结构上比较简单,其结构如图2.2所示。图2.2手臂伸缩与手指夹紧机构Ⅱ工作原理:当手架旋转75°到指定位置后,发出手臂伸出指令,液压缸1和1′工作,当两液压缸的活塞运动到设计位置后不再运动,进油腔油压力升高,压力继电器开关动作,发出手指夹紧指令,手指夹紧液压缸2和2′工作,由活塞杆推动手指运动,手指开始夹紧。当手指夹紧工件后,手指夹紧液压缸的进油腔内的油压力升高,发出手架伸出指令,开始拔刀动作。手架在插刀动作结束后,发出手指松开指令,此时液压缸2和2′反行程工作,当活塞运动到初始位置后,手指恢复到原位置,同时发出手臂缩回指令,液压缸1和1′开始动作,当手臂缩回到初始位置后,活塞不再运动,手臂伸缩液压缸进油腔内油压力升高,即发出手架复位指令。2.2.2手架旋转与手架伸缩机构1、结构设计方案Ⅰ此方案的主要特点是,手架旋转轴与手架伸缩液压缸之间通过一对角接触球轴承来连接,由这对轴承向旋转轴传递活塞杆的推力和拉力,实现手架的伸缩运动,并且保证手架旋转轴在旋转时也不会干扰到手架伸缩液压缸。手架旋转轴上开有很长的键槽,通过滑键与圆锥齿轮相连,这样就可以使手架旋转运动与手架的伸缩运动之间互不干扰。辽宁科技大学本科毕业生毕业设计第6页对于手架的旋转运动,则采用电动机驱动方式,用延时继电器控制电动机的起、停时间,并由单级圆锥齿轮将电动机的运动传递给手架旋转轴,这在一定程度上简化了加工中心换刀机械手的机械结构,其结构如图2.3所示。工作原理:当加工中心发出换刀信号后,控制小齿轮轴运动的电动机M启动,通过单级圆锥齿轮带动手架旋转轴旋转。在旋转轴旋转75°到达工作位置后,电动机M停止工作,并发出手臂伸缩和手指夹紧信号。当手臂伸缩和手指夹紧动作完成后,即发出拔刀信号,手架伸缩液压缸动作,开始拔刀动作过程。当手架伸缩液压缸活塞运动到设计位置时,拔刀动作完成,电动机M启动,手架开始旋转,实现主轴刀具与刀库刀具的互换动作。当手架旋转180°后,发出插刀动作信号,手架伸缩液压缸开始反行程动作。插刀动作完成后,又依次完成手指松开和手臂缩运动。当手臂缩回动作完成后,发出手架复位指令。电动机M启动并反转,带动手架旋转轴旋转,在反向旋转75°后,电动机M停止工作,手架恢复到初始位置,等待下一次换到指令。2、结构设计方案Ⅱ此方案的主要特点是采用凸轮机构实现加工中心换刀机械手的拔刀和插刀动作。对于这种机构,只要设计好凸轮的轮廓曲线以及凸轮的转速,就可实现预期的各种运动,其结构如图2.4所示。图2.3机构Ⅰ图2.4机构Ⅱ工作原理:当加工中心发出换刀信号后,由电动机带动凸轮从A点位置开始旋转,在凸轮开始旋转的同时,控制小齿轮轴运动的电动机M也启动,通过单级圆锥齿轮带动辽宁科技大学本科毕业生毕业设计第7页手架旋转轴旋转。在旋转轴旋转75°到达工作位置后,电动机M停止工作,并发出手臂伸出和手指夹紧信号,此时凸轮继续旋转。当手臂伸出和手指夹紧动作完成后,准备拔刀,此时,手架旋转轴与凸轮的接触点E恰好到达凸轮上的B点位置。凸轮继续旋转,随着凸轮上C点向E点的逼近,手架伸出,开始拔刀动作过程。当C点与E重合后,拔刀动作完成,此时手架旋转轴上的触点a触动行程开关1,发出手架旋转180°的信号,电动机M启动,手架开始旋转。此时凸轮仍在运动,但由于C→D段上各点到凸轮旋转轴心的距离相等,所以能够保证手架在此过程中不发生伸缩现象。当手架旋转180°后,凸轮上的D点与E点位置重合,开始插刀动作过程。当凸轮上的F点到达E点位置后,插刀动作结束。手架旋转轴上的触点b触动行程开关2,发出手指松开和手臂缩回指令。当手臂缩回动作完成后,发出手架复位指令。电动机M启动并反转,带动手架旋转轴旋转,在旋转75°后,电动机M停止工作,带动凸轮转动的电动机也停止工作,凸轮停止转动。此时,凸轮上的A点又与E点重合,手架恢复到初始位置,等待下一次换到指令。此种机构如果设计出适当的凸轮机构便可是从动件实现预期的运动,而且结构简单、紧凑。2.3方案的确定图2.2所示的加工中心换刀机械手手臂伸缩和手指夹紧机构中,手臂伸缩和手指夹紧运动都分别由单独的液压缸进行控制,这使得它们的灵活性都很好,但由于图2.1中所示的机构中,手指部分的结构都比较复杂,而且手指部分的整体也质量比较大,这就会使手臂伸缩液压缸的负载很大。为保证活塞杆的强度和稳定性,需要将手臂伸缩液压缸的尺寸设计得大一些,那么手架旋转轴的负载也会变大,使得加工中心换刀机械手的整体结构不会很紧凑,占用的空间也较大。所以,图2.2所示的手臂伸缩和手指夹紧机构比较理想一些。图2.3和图2.4所示的手架伸缩和手架旋转机构中,手架旋转轴上开有很长的键槽,并通过滑键与圆锥齿轮相联接。这样就使得手架的多次旋转运动
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![([93]财会字11号)《金融企业会计制度》](/doc-219309.png)
 446713156
446713156
本文标题:机械专业毕业论文加工中心换刀机械手毕业设计说明书
链接地址:https://www.777doc.com/doc-126657 .html