您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 机械制造工艺第4章_典型零件加工工艺(1)
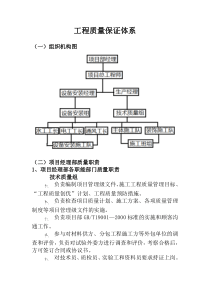
第四章典型零件的加工工艺24.1轴类零件的加工一、轴类零件的结构特点和技术要求:①长度大于直径;②加工表面为内外圆柱面、圆锥面、螺纹、花键、沟槽等;③有一定的回转精度。轴类零件的分类:①按其结构形状可分为光轴、阶梯轴、空心轴和异形轴(如曲轴、凸轮轴、偏心轴等)四类。②按轴的长度与直径之比值(长径比)又可分为刚性轴(L/d≤12)和挠性轴(L/d>12)两类。34(1)尺寸精度和几何形状精度轴类零件的主要表面为轴颈,装配传动零件的称配合轴颈,装配轴承的称支承轴颈。①轴颈的尺寸精度通常为IT8~IT6;高精度的轴颈为IT5。②轴颈的形状精度(圆度、圆柱度)应限制在直径公差范围内,对形状精度要求较高时,则应在零件图样上规定允许的偏差。2.轴类零件的主要技术要术5(2)相互位置精度1)配合轴颈轴线相对支承轴颈轴线的同轴度;2)配合轴颈相对支承轴颈轴线的圆跳动。普通精度的轴,同轴度误差为0.01~0.03mm,高精度的轴为0.001~0.005mm。3)其他的相互位置精度如轴肩端面对轴线的垂直度等。(3)表面粗糙度配合轴颈的表面粗糙度值Ra一般为1.6~0.8µm,支承轴颈的表面粗糙度值Ra一般为0.8~0.4µm。6二、轴类零件的材料和毛坯1、轴类零件的常用毛坯:①光轴、直径相差不大的阶梯轴常采用热轧或冷拉的圆棒料;②直径相差较大的阶梯轴和比较重要的轴大都采用锻件。③当轴的结构形状复杂或尺寸较大时,也有采用铸件的。毛坯锻造自由锻模锻中小批大批大量72、轴类零件的材料:1)中碳钢45钢应用最多,一般须经调质、表面淬火等热处理以获得一定的强度、硬度、韧性和耐磨性。2)中等精度而转速较高的轴则可采用中碳合金钢,如40Cr,40MnB,35SiMn,38SiMnMo等。3)轴承钢GCr15和弹簧钢65Mn等材料,调质和高频淬火后,硬度高,并具有较高的耐疲劳性能和较好的耐磨性,可制造较高精度的轴。4)采用氮化钢38CrMoAl等,经调质和渗氮后,不仅具有良好的耐磨性和抗疲劳性能,其热处理变形也较小。可用精密机床的主轴,如磨床砂轮轴、坐标镗床主轴。891、定位基准轴类零件加工时最常用的定位基准是顶尖孔。三、轴类零件加工工艺分析采用两顶尖孔定位基准的好处?基准统一,能在一次安装中加工出各段外圆表面及其端面,保证同轴度和垂直度。夹具简单、加工效率高。10顶尖的实施对于实心轴,粗加工前,先打顶尖孔对于空心轴?通孔径较小时,可直接在孔口倒出宽度不大于2mm的60°锥面代替中心孔;不宜时,采用带有中心孔的锥堵或带锥堵的拉杆心轴。11•锥堵应具有较高的精度;•在使用过程中,应尽量减少锥堵的装拆次数,以免增加安装误差。如必须拆卸,重装后必须按重要外圆进行找正和修磨中心孔。•锥堵心轴要求两个锥面应同轴,否则拧紧螺母后会使工件变形。精基准选择另一方案,采用支承轴颈定位,可以加工锥孔,两外支承轴径既是装配基准又是各个表面相互位置的设计基准,符合基准重合原则121.以两中心孔定位装夹(顶两头)13一夹一顶1415⑶大、重型轴一夹一托。16(二)中心孔的修研中心孔的深度:影响定位轴向位置;两中心孔同轴度:影响同轴度、影响位置精度;中心孔锥角和圆度误差:直接反映到工件的圆度上。单件小批生产时,中心孔主要是在卧式车床或钻床上钻出,大批大量生产时用铣端面打中心孔机床加工中心孔,生产率高,保证两端中心孔在同一轴线,一批工件两端中心孔间距相等。17修研中心孔:2)用铸铁顶尖研磨;修研时加研磨剂1)用油石或橡胶砂轮研磨顶尖孔;油石消耗量大,不适合大批量生产3)用硬质合金顶尖刮研。生产率高,质量稍差4)用中心孔专用磨床磨削。精度和效率都很高18(三)花键加工方法1.花键的铣削加工单件小批生产时,可采用卧式铣床、分度头与三面刃铣床加工。加工方便,但加工质量较差,生产率低。产量稍大时,可采用花键滚刀在花键铣床上加工。加工质量和生产率较高。19为提高花键轴加工的质量和生产率,可采用双飞刀高速铣花键。不仅能保证键侧的精度和表面粗糙度,而且效率比一般铣削高出数倍。202.花键的磨削加工小批生产可采用工具磨床,或借用分度头在平面磨床上分两次磨削;大量生产时使用花键磨床或专用机床,利用高精度分度板分度,一次安装下将花键轴磨完。21(四)轴类零件典型加工工艺路线毛坯准备→正火→加工端面和中心孔→粗车→调质→精车→花键、键槽、螺纹等加工→表面淬火→修研顶尖孔→粗磨→精磨。22热处理工序的安排结构尺寸不大的中碳钢普通轴类锻件,一般在切削加工前进行调质热处理。对于重要的轴类零件(如机床主轴),则:一般在毛坯锻造后安排正火处理,达到消除锻造应力,改善切削性能的目的;粗加工后安排调质处理,以提高零件的综合力学性能,并作为需要表面淬火或氮化处理的零件的预备热处理;轴上有相对运动的轴颈和经常拆卸的表面,需要进行表面淬火处理,安排在磨削前。或在粗磨后、精磨前渗氮处理23四、机床主轴加工工艺及其分析2425(1)零件分析对机床主轴的共同要求是必须满足机床的工作性能:即回转精度、刚度、热变形、抗振性、使用寿命等多方面的要求。车床主轴是带有通孔的多阶台轴,普通精度等级,材料为45钢。生产类型为大批生产。261)主要表面及其精度要求①支承轴颈是两个锥度为1:12的圆锥面,分别与两个双列短圆锥轴承相配合。支承轴颈是主轴部件的装配基准,其精度直接影响主轴部件的回转精度,尺寸精度一般为IT5。主轴两支承轴颈的圆度允差和对其公共轴线的斜向圆跳动允差均为0.005mm,表面粗糙度Ra值不大于0.63µm。27②配合轴颈是与齿轮传动件连接的表面,共有ψ80h5、ψ89f6和ψ90g5三段,前两段与齿轮分别采用键连接与花键连接,ψ90g5上齿轮空套,工作时两者有相对运动,因此该轴颈表面须淬火。配合轴颈的尺寸精度为IT6~IT5,表面粗糙度值Ra不大于0.63µm。28③莫氏6号锥孔用于安装夹具或刀具,是主轴的主要工作表面之一。其轴线必须与支承轴颈的公共轴线尽量重合,否则将影响机床精度,使工件产生同轴度误差对支承轴颈公共轴线的斜向圆跳动允差在轴端处为0.005mm,在离轴端300mm处为0.01mm;表面粗糙度值不大于0.63µm。该锥孔因工作中经常装卸夹具,表面须淬火以提高其耐磨性。29④轴端短圆锥是安装通用夹具卡盘或拨盘的定位面,锥角(锥度1:4)。保证锥面与支承轴颈公共轴线尽量同轴,端面与支承轴颈公共轴线尽量垂直,才能确保卡盘的定心精度此圆锥面对支承轴颈公共轴线的斜向圆跳动允差为0.008mm,表面粗糙度值不大于1.25µm,须表面淬火。302)毛坯选择主轴是机床的重要零件,其质量直接影响机床的工作精度和使用寿命;结构为多阶梯空心轴,直径差很大(本例最大外圆直径ψ195mm,最小外圆直径ψ70mm)。从上述两方面考虑,使用锻造毛坯不仅能改善和提高主轴的力学性能,而且可以节省材料和切削工作量,由于属大批生产,因此,采用模锻毛坯。313)定位基准选择主要定位基准为两端中心孔。粗车时切削力大,采用“一夹一顶”。在通孔加工后,加工外圆表面时使用锥堵。精加工内锥孔时用有较高精度的外圆表面及阶梯端面定位。324)主要表面加工方法选择①支承轴颈、配合轴颈短圆锥:粗车-半精车-粗磨-精磨。②莫氏6号锥孔:钻孔-车内锥-粗磨-精磨。③其他表面花键:粗铣-精铣。螺纹:车。5)热处理安排①正火:毛坯锻造后。②调质:粗车后、半精车前。③表面淬火:磨削前3334粗加工半精加工精加工用大的切削用量切除大部分余量,把毛坯加工到接近工件的最终形状和尺寸,只留下少量的加工余量。为精加工做好准备,尤其为精加工做基面准备。对于一些要求不高的表面,如大端端面各孔,在这个阶段加工到图样规定的要求。把各表面都加工到图样规定的要求。351、加工阶段划分整个主轴的加工工艺过程就是以主要表面(支承轴颈、锥孔)的粗加工、半精加工和精加工为主,适当插入其他表面的加工工序而组成的。加工阶段的划分起主导作用的是工件的精度要求。对于一般精度的机床主轴,精磨是最终机械加工工序。对精密机床的主轴,还要增加光整加工阶段,以求获得更高的尺寸精度和更低的表面粗糙度。362、定位基准的选择:用毛坯外圆表面作为粗基面,钻中心孔;粗车各外圆表面和端面(一夹一顶);半精车加工各外圆用两中心孔定位钻深孔采用前后外圆作定位基准(一夹一托)用外圆表面定位,半精加工大端锥孔和小端锥孔。精车和磨削各外圆,统一用锥堵中心孔定位精磨锥孔用支承轴颈定位,获得锥孔的加工精度373、工序顺序安排考虑1)先安排定位基面加工2)后安排其他表面和次要表面的加工:对于主轴上的花键、键槽、螺纹等次要表面的加工,通常安排在外圆精车或粗磨以后、精磨之前进行,否则会在外圆终加工时产生冲击,不利于保证加工质量和影响刀具的寿命,或者会破坏主要表面已经获得的精度3)就基准统一而言,希望始终以顶尖孔定位,避免使用锥堵,则深孔加工应安排在最后。但深孔加工是粗加工工序,要切除大量金属,加工过程中会引起主轴变形,所以安排在半精车外圆之后深孔加工出来。384)因主轴的螺纹对支承轴颈有一定的同轴度要求,故放在淬火之后的精加工阶段进行,以免受半精加工所产生的应力以及热处理变形的影响5)外圆加工顺序安排要照顾主轴本身的刚度,应先加工大直径后再加工小直径,以免一开始就降低主轴刚度。394、主要表面加工方法的选择1)主轴各外圆表面的加工;单件小批生产时,采用卧式车床;成批生产时,采用液压仿形车床、转塔车床或数控车床;大批大量生产时,常采用液压仿形或多刀半自动车床图多刀加工示意图40一般精度的车床主轴精加工采用磨削方法,安排在最终热处理之后,用以纠正热处理中产生的变形,并最后达到精度和表面粗糙度要求。磨削主轴一般在外圆磨床或万能磨床上进行,前后两顶尖都采用高精度的固定顶尖,并注意顶尖和中心孔的接触面积,必要时要研磨顶尖孔,并对磨床砂轮轴的轴承也提出很高的要求。图组合磨削412)主轴锥孔的精加工是主轴加工的最后一个关键工序。主轴锥孔对主轴支承轴颈的径向圆跳动公差,是机床的主要精度指标之一,因此锥孔的磨削是关键工序主轴锥孔磨削通常采用专用夹具。42精磨主轴内锥孔头架主轴与工件间采用挠性连接,工件回转轴线由专用磨夹具决定,不受头架回转误差影响。88-浮动夹头433)主轴中心通孔的加工:车床主轴的中心通孔加工属于深孔加工;使用刀具细长、刚性差、排屑困难、散热条件差,因此加工困难,工艺较复杂。单件小批产时,可在普通钻床上用接长的麻花钻加工。但要注意,加工中需要多次退出钻头,便排屑和冷却钻头和工件。批量较大时,采用深孔钻床及深孔钻头,可以获得较高的加工质量和生产效率。44轴类零件的检验检验项目•1)表面粗糙度;•2)尺寸精度;•3)相互位置精度;•4)表面几何形状精度。•5)硬度检验顺序•尺寸精度→几何精度→位置精度45检验方法•1)硬度:硬度计,主要配合表面的硬度在热处理车间检验•2)表面粗糙度:触针式表面粗糙度轮廓仪或样板比较法•3)锥孔:着色法,专用锥度量规涂色检验,检验锥孔跳动之前进行•4)尺寸精度:常规检验仪器•千分尺检验轴的直径;极限卡规;杠杆千分尺或以块规为标准进行比较测量。长度尺寸可用游标卡尺,深度游标卡尺和深度千分尺等检验。46•5)位置精度:专用检验装置。47★细长轴的加工方法:1、采用跟刀架,以提高工件的刚度。粗车时,跟刀架的支承块装在刀尖后面1—2mm处;精车时装在刀尖的前面,以免划伤精车过的表面。2、改进工件装夹方式,一般采用一夹一顶的方法。一端车出一个缩颈。增加工件柔性,消除了由于坯料本身的弯曲而在卡盘强制夹持下轴心线威胁的影响。在工件端部缠绕一圈直径为Φ4的钢丝,3、尾座顶尖改为弹性顶尖,避免工件受热弯曲变形;4、采用反向进给切削,改变工件受力方向,可减少工件的弯曲变形。485、采用恰当的车刀可用大主偏角车刀,一般取Kr=75°~93°;同时采用较大进给量,增大轴向力,减少径向力。6.采用无进给磨削多次无进给磨削,直到火花完全消失为止。7.合理存放零件竖放
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 黑手北北
黑手北北
本文标题:机械制造工艺第4章_典型零件加工工艺(1)
链接地址:https://www.777doc.com/doc-128558 .html