您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 080708纸箱设计工艺基础知识
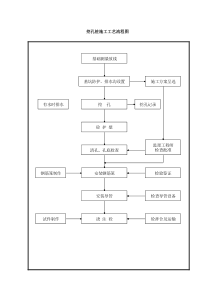
纸箱设计工艺基础知识——四川康得利股份有限公司2一、原纸31、原纸制造原材料:纸的原材料是纸浆,它由各种各样的植物制成。某种植物是否适合做纸的原料,主要取决于它的细胞形态。目前使用最多的是树木,一般分为针叶树和阔叶树。41、原纸制造细胞是形成植物的空心结构的单元,每一个细胞都是由包围着的空腔的细胞膜构成。植物生长初期,细胞空腔保持着原生质的形态,在细胞膜充分形成之后,细胞空腔逐渐消失,变成造纸所需要的纤维,这种纤维就是构成纸张的重要成分。植物纤维的细胞膜,主要由纯度不同的纤维素构成,这种纤维素就是纸张的基本物质。51、原纸制造纸浆:将植物纤维部分制成纸浆。纸浆可通过两种方法制成:1、化学方法:溶解并除去使相邻细胞膜连接在一起的物质,制成纸浆。2、物理方法:将植物纤维分离分取出并制成纸浆。61、原纸制造选取原材料时应考虑的因素:一种植物是否适合造纸,主要应考虑它的纤维性质、原材料是否能稳定供应、集装和运输成本、储备过程中是否会变质等因素。71、原纸制造纸浆分类:根据纸浆制造方法可将纸浆分为化学纸浆、物理(机械)纸浆、半化学纸浆。81、原纸制造化学纸浆:以化学药品为主制成的纸浆。化学纸浆制造过程中,会在除去原料中间层木素和细胞膜木素的过程中溶解大量半纤维素及溶解一部分纤维素。优点:质量高。缺点:与机械纸浆相比,原材料利用率低、生产成本高。牛皮卡纸一般由化学纸浆制成。91、原纸制造物理(机械)纸浆:用机械方法将木材弄碎后制成的纸浆。半化学纸浆:先采用化学方法将木材中的木素除去,然后将软化了的木片用机械弄碎后制成的纸浆。化学处理与机械处理各占一半。101、原纸制造废纸纸浆:用回收的废纸做原材料,将相互聚结着的纤维分解成粥状制成的纸浆。112、造纸机造纸机的分类:根据抄网的不同将造纸机分为长网造纸机及圆网造纸机。圆网造纸机:在被称为圆网的抄网部分,可以抄5-6层纸层,由于具有多层抄制功能,所以常用于制造较厚的瓦楞纸。长网造纸机:单层抄制,常用于制造较薄的瓦楞纸及芯纸等。123、原纸指标(1)相对耐破A=S/W*100S:破裂强度(kgf/cm2)W:克重(g/m2)133、原纸指标(2)环压强度:环压强度与瓦楞纸箱的抗压强度直接相关,根据瓦楞纸的抗压强度可以推算出瓦楞纸箱的抗压强度。方法:取长度为152.4MM,宽度为12.7MM的纸条围成圆圈状,然后将其放入支持器,以每分钟12.7正负3MM的速度加压,试样被压坏的最大荷重就是环压值。143、原纸指标(2)环压强度A=S/W*100S:抗压强度(kgf)W:克重(g/m2)153、原纸指标(3)白度:白板纸的白度检查。(4)耐折(横向耐折):在9.8N力下耐折次数的多少。163、原纸指标(5)紧度(g/cm2)、水份(%)、定量(g/m2)、裂断长(是瓦楞纸的指标km)、接头(wh)、断头、缺幅、吸水性(g/m2)。(6)生产的适应性:水份是否均匀、是否易于粘合、适于印刷等。17原纸各项指标对加工过程及纸板的物理指标的影响(1)水份过高或过低影响强度及粘合。(2)原纸紧度及吸水性影响粘合与印刷。(3)表面平整度影响印刷。(4)横纵向耐折影响纸板横纵线耐折次数。(5)原纸耐破指数直接影响纸板耐破指数。面里芯纸各层耐破指数*各层克重之合为纸板的耐破值。18原纸各项指标对加工过程及纸板的物理指标的影响(6)克重及环压影响纸板边压强度。(7)施胶度影响纸板吸水性、储存时间、强度。(8)接头、缺幅、断头影响收成率。(9)水份不均易打皱、紧边,影响粘合、造成易断纸从而影响收成率。194、原材料等级(1)平张纸和卷筒纸:彩印厂一般使用平张纸制作彩面、涂布白板等。(2)原纸等级:箱板纸分A、B、C、D、E五级瓦纸分A、B、C、D四级主要根据原纸用料来判定原纸等级,如:A级为全木浆纸,B级为面浆为全木浆,底浆为美废等。204、原材料等级(3)一般来说,原纸克重越低价格越高,因此在制造过程中:低克重纸产量低、耗用高、克重偏差控制难度大。21二、纸箱设计——箱型结构纸箱箱型较多,最常见的是02型。02型(代号)开槽纸箱:通过金属钉、粘合剂、粘胶带结合制成纸箱,运输时成平板状,使用时封合摇盖。我公司最常用箱型为0201型、0203型。22二、纸箱设计——箱型结构0201型纸箱:纸箱摇盖尺寸为纸箱宽度尺寸一半,纸箱高度平行于瓦楞方向,即对口箱。0203型纸箱:纸箱摇盖尺寸为纸箱宽度尺寸,即全盖箱。该箱型适合重型物包装。23纸箱设计时确定箱型的因素客户要求内装物重量、型式有无其它包装支撑,如泡沫、支架等内装物贵重情况其它24二、纸箱设计——瓦楞箱型瓦楞楞型分为A、C、B、E四种,特征:1、A楞:瓦楞高度为4.5-5MM300MM长的楞型个数为34±2MM。2、C楞:瓦楞高度为3.5-4MM300MM长的楞型个数为38±2MM。3、B楞:瓦楞高度为2.5-3MM300MM长的楞型个数为50±2MM。4、E楞:瓦楞高度为1.1-2MM300MM长的楞型个数为96±4MM。25四种楞型对比1)楞高:A楞>C楞>B楞>E楞2)楞数/300MM长:E楞>B楞>C楞>A楞3)由于瓦楞高度原因,下边压强度及抗压强度:A楞>C楞>B楞>E楞4)由于相同长度内楞数不同,平压抗压强度:E楞>B楞>C楞>A楞5)由于瓦楞高度及相同长度内楞数问题,变形量A楞>C楞>B楞>E楞6)由于相同长度瓦楞个数原因,印刷效果为:E楞>B楞>C楞>A楞26瓦箱纸箱设计时如何选择楞型根据楞型特征及内装物情况进行分析,选用合适的楞型进行制作。如:客户要求保证抗压强度,我们就选用A楞或C楞;内装物为玻璃瓶选用缓冲性大的;要求印刷效果选用B楞等。目前,单E楞使用较少,一般用于精制内包装。27二、纸箱设计——瓦楞箱型楞型组合:根据各楞型特征、内装物情况、客户重点要求,我们可以对纸板楞型进行合理组合。销售部门在开发单位时也可以根据该情况向客户提出合理化建议,以达到提高产品质量、超越客户满意度、降低成本的目的。28二、纸箱设计——瓦楞箱型纸板厚度:理论上,纸板厚度为各楞型楞高加上各层纸纸板厚度,但在实际操作中,瓦辊在使用过程中会产生磨损,加上操作技能的好坏、印刷压力大小、堆码高度等对纸板厚度的影响等,纸板厚度一般为各楞型最低值相加值,这样计算最为保险。29二、纸箱设计——尺寸设计尺寸设计的两种主要形式:1、根据内装物尺寸或其它依据设计内空。2、根据内径尺寸加一定修正系数以保证制作过程内空尺寸。30二、纸箱设计——尺寸设计1)定内空尺寸:内空尺寸的确定主要根据内装物排列数量、内装物性质、装箱方式等,综合考虑纸板抗压强度、堆码状态、美学因素等条件进行制定。如是0201型箱型尽量考虑比例为L:B:H=1.5:1:1,因该结构为最佳箱形,在其它长宽长比例下,可达到提高抗压强度和美感的效果。31二、纸箱设计——尺寸设计在确定尺寸时主要考虑以下因素:A、内装物最大外尺寸B、内装物排列方式及数量C、内装物的公差系数D、内装物隔衬与缓冲件的相关尺寸E、内径尺寸计算公式32二、纸箱设计——尺寸设计瓦楞纸箱内径尺寸计算公式如下:Xi=XmaxNx+d(Nx-1)+T+KXi――纸箱内径尺寸(mm)Xmax――内装物最大外尺寸(mm)Nx――内装物排列数目d――内装物的公差系数(mm)T――隔衬或缓冲件的总厚度(mm)在实际操作过程中有许多不确定因素,内空的制作上可以出现一定偏差。332)以内空尺寸定展开图尺寸瓦楞型L1B1dFL′W′AB瓦单摇盖1055B内L内+B内+(60~70)B内+H内+5AB瓦双摇盖10516B内L内+B内+(60~70)2*B内+H内+16ABE单摇盖1578B内L内+B内+(70~80)B内+H内+8ABE双摇盖15720B内L内+B内+(70~80)2*B内+H内+20342)以内空尺寸定展开图尺寸35①切口加工方式注:L2和B2是一页箱接合部份垂直箱面的长和宽,由于必须保持纸箱四角为90度,这时不得不考虑接头纸板厚度,因此L2和B2同L1和B1尺寸有所不同。瓦楞型L1L2B1B2dFL′W′A46538/104/52(L内+B内)+(53~58)B内+H内+(14~18)B35425-73/42(L内+B内)+(49~54)B内+H内+(11~13)BE57539/114/52(L内+B内)+(60~65)B内+H内+(16~20)AB798613/166/72(L内+B内)+(69~74)B内+H内+(25~28)备注:当被包装物为硬体包装时,采用括号中较大值,被包装物为软体包装时,采用括号中较小值。36②模切加工方式瓦楞型L1L2B1B2dFL′W′A3542742(L内+B内)+(49~54)B内+H内+14B243152/32(L内+B内)+(45~50)B内+H内+(9~11)E1221312(L内+B内)+(41~46)B内+H内+5BE465384/52(L内+B内)+(58~63)B内+H内+(16~18)AB6864125/62(L内+B内)+(64~69)B内+H内+(20~22)372)以内空尺寸定展开图尺寸38①切口加工方式瓦楞型L1B1DFL′W′A456/84/5L内+B内+(44~49)B内+H内+(14~18)B3453/4L内+B内+(42~47)B内+H内+(11~13)BE558/104/5L内+B内+(44~49)B内+H内+(16~20)AB5713/146/7L内+B内+(52~57)B内+H内+(25~28)39②模切加工方式瓦楞型L1B1DFL′W′A4564L内+B内+(44~49)B内+H内+14B3452/3L内+B内+(42~47)B内+H内+(9~11)AB57125/6L内+B内+(52~57)B内+H内+(20~22)402)以内空尺寸定展开图尺寸展开图收放尺寸的确定,还要根据加工过程存在的问题、客户对尺寸误差的要求(是正偏还是下偏)、外部市场反馈等问题进行综合分析并对尺寸进行修正。413)瓦楞纸箱搭头尺寸确定瓦楞纸箱搭头尺寸时,应首先保证产品质量及满足客户要求,再考虑成本及在加工过程中设备裁切纸板尺寸的误差。一般情况下:B瓦或E瓦搭头尺寸为35MM,A瓦搭头尺寸为35-40MM,五层板搭头尺寸为45MM,七层板搭头尺寸为50MM。为保证正面的印刷在装订时不被破坏,接头一般应与瓦楞纸箱正面连接,但还必须还要考虑公司装订机的高度。424)模切的余料A、平压平:衔口方向以17mm为准,其余边部均以7mm为标准。B、圆压圆:横向边余料8-10mm,纵向边部余料3-5mm。C、圆压平:周边余料8-12mm。D、胶量计算公式:用胶量=平方面积×65g/粘合面×几个粘合面435)圆压圆模板圆周划线尺寸收缩比例制作前必须用游标卡尺测量其准确厚度。模板厚r辊筒直径dd1=d+2×23.6d2=d+2×r收缩比例注:比例由:d2/d1所得,制作五层板用15-16mm厚模板,制作三层板用17-18mm厚模板。d1=辊筒直径+刀片高度×2;d2=辊筒直径+模板厚度×2446)印刷顺圆周方向、墨稿制作、粘版收放比例印刷机器设备圆周长滚筒直径dd1d2收缩率备注:d1=d+2(衬垫厚3mm+涤纶片厚0.3mm+双面胶厚0.2mm+胶版厚3.9mm)d2=d+2(衬垫厚3mm+涤纶片厚0.3mm)。457)制板飞边确定飞边时主要考虑原纸紧度、等级、水份、操作工技能、纸板层数、加工路线(如:走印模比印刷的飞边要少)等,按常规来说,只要原材料幅宽比较匹配,不管瓦楞层数所有的飞边定在30MM是最佳状态。46三、纸箱缺陷及检验标志印刷综合尺寸方正度结合钉距压痕线裱合裁切刀口箱角合拢厚度。1、瓦楞纸箱十二个轻缺陷:47三、纸箱缺陷及检验摇盖耐折抗压强度耐破强度戳穿强度粘合强度边压强度2、瓦楞纸箱六个重缺陷:48三、纸箱缺陷
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 uflisu
uflisu
本文标题:080708纸箱设计工艺基础知识
链接地址:https://www.777doc.com/doc-1289468 .html