您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 12mmQ235A钢板CO2平焊单面焊双面成型工艺记录
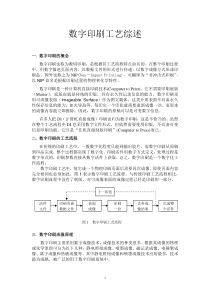
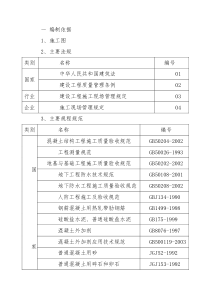
12mmQ235A钢板对接CO2平焊单面焊双面成形工艺记录作者:焊接0501黄献聪一、焊接设备采用唐山松下KRII—350二氧化碳焊机。二、焊接材料采用宁波隆兴电焊机制造有限公司生产的隆兴牌实芯二氧化碳焊丝,焊丝直径为1.0mm,型号为ER50-6(执行标准为GB/T8110-1995)。要求焊丝表面光洁,无锈蚀,无弯折现象。二氧化碳气体纯度不低于99.5%三、焊前准备1、坡口采用V形坡口,具体如右图所示,坡口采用CG1-30半自动火焰切割机加工完成。2、将钢板坡口面及其两侧20~30mm范围内的油、锈、氧化皮等杂质清理干净至露出金属光泽。3、用锉刀锉钝边,钝边约为0.5~1mm。4、点焊组对两钢板,装配间隙2~3.5mm,组装时后焊端的间隙应比起焊端的间隙大约1mm,错装配错边量≤0.5mm。在钢板两端头进行点焊,焊点长度8~10mm,点焊参数具体见焊接工艺参数。5、点焊好后对钢板预置反变形,反变形量约为2~4°。四、焊接工艺参数焊接层次焊接电流(A)电弧电压(V)焊丝型号焊丝直径(mm)气体流量(L/min)电源种类/极性点焊10020ER50-61.07.5直流反接打底层10020ER50-61.07.5直流反接填充层12020ER50-61.07.5直流反接盖面层12019ER50-61.010直流反接五、操作技术及注意事项1、单面焊双面成形技术对钢板坡口钝边、装配间隙及装配错边量要求极高,因此焊前应认真做好钝边打磨,严格控制装配间隙与装配错边量,不可马虎。2、电流应事先在试弧板上调整好,不可直接在试板上调整试焊。焊接时采用左焊法。3、CO2焊焊接电流密度大,电弧穿透力强,无熔渣,易实现单面焊双面成形。CO2焊对焊接电流和电弧电压间的匹配敏感,在试弧板上调稳定的焊接参数在实际焊接操作过程中未必稳定。如遇到此情况可先通过调整焊丝伸长量使电弧稳定,如用此法仍未能使电弧稳定,应立即停止焊接,待焊接参数调稳定后再进行焊接。4、在焊接操作过程中,焊枪摆动的时候要特别注意保持焊丝的伸出长度。由于采用的焊丝比较细,因此焊丝伸出长度对焊丝熔化速度的影响很大。伸出长度太长电弧不稳定,难以操作,同时飞溅较大,甚至出现焊丝爆段,焊缝成形恶化。焊丝伸出长度过小时,会缩短喷嘴与焊件间的距离,飞溅金属容易堵塞喷嘴,还易造成烧嘴。同时,还妨碍观察熔池,影响操作。5、打底焊时应注意控制熔孔大小,熔孔不宜过大,一般能熔化两侧钝边0.5~1mm即可。施焊过程中焊枪摆动时应注意保持电弧始终在熔池前沿燃烧,从而防止出现穿丝及未焊透现象。接头出注意防止出现未焊透。5、填充层焊接时,应预先计算好要填充的层数及填充层每一层的厚度。由于填充焊直接影响到后面的其他填充层的焊接及盖面层的焊接,因此施焊过程中要特别注意控制好每一层的厚度及焊缝的外观成形。焊接过程中焊丝端部要始终在熔池前半部燃烧,以避免液态金属超前流动造成层间未熔合。填充焊运条摆动时应注意控制好两侧的停留时间,防止出现“鸡胸”焊缝。填充层焊完成后,焊缝表面距试件表面1~1.5mm,但切不可破坏坡口边沿棱角。6、盖面焊时要注意防止出现焊缝咬边,焊缝余高超高,接头不良等焊接缺陷。操作时应注意控制好焊缝的余高、宽度及直线度。六、操作时间记录1、制取试板耗时04:10;02、试件清理耗时03:51:83、钝边打磨耗时04:05:54、辅具准备耗时05:20:65、装配点焊及预置反变形耗时00:54:986、操作位置调整耗时00:55:67、打底层焊接耗时03:00:008、第1层填充层焊接耗时03:26:569、第2层填充层焊接耗时04:17:4610、盖面层焊接耗时04:49:68总耗时:34:53′八、资料图片装配点焊打底焊操作打底焊焊道正面打底焊焊道背面第1层填充焊焊道第2层填充焊焊道盖面焊焊道12mmQ235A钢板对接CO2平焊双面焊工艺记录一、焊接设备采用唐山松下KRII—350二氧化碳焊机。二、焊接材料采用宁波隆兴电焊机制造有限公司生产的隆兴牌实芯二氧化碳焊丝,焊丝直径为1.0mm,型号为ER50-6(执行标准为GB/T8110-1995)。要求焊丝表面光洁,无锈蚀,无弯折现象。二氧化碳气体纯度不低于99.5%三、焊前准备1、坡口采用V形坡口,具体如右图所示,坡口采用CG1-30半自动火焰切割机加工完成。2、将钢板坡口面及其两侧20~30mm范围内的油、锈、氧化皮等杂质清理干净至露出金属光泽。3、用锉刀锉钝边,钝边约为0.5~1mm。4、点焊组对两钢板,装配间隙0~1mm,错装配错边量≤0.5mm。在钢板两端头进行点焊,焊点长度8~10mm,点焊参数具体见焊接工艺参数。5、点焊好后对钢板预置反变形,反变形量约为2~4°。四、焊接工艺参数焊接层次焊接电流(A)电弧电压(V)焊丝型号焊丝直径(mm)气体流量(L/min)电源种类/极性点焊10020ER50-61.010直流反接打底层12020ER50-61.010直流反接填充层12019ER50-61.010直流反接反面焊12019ER50-61.010直流反接五、操作技术及注意事项1、焊接采用双面焊,由于CO2焊无熔渣,背面不清根。2、电流应事先在试弧板上调整好,不可直接在试板上调整试焊。焊接时采用左焊法。3、CO2焊对焊接电流和电弧电压间的匹配敏感,在试弧板上调稳定的焊接参数在实际焊接操作过程中未必稳定。如遇到此情况可先通过调整焊丝伸长量使电弧稳定,如用此法仍未能使电弧稳定,应立即停止焊接,待焊接参数调稳定后再进行焊接。4、在焊接操作过程中,焊枪摆动的时候要特别注意保持焊丝的伸出长度。由于采用的焊丝比较细,因此焊丝伸出长度对焊丝熔化速度的影响很大。伸出长度太长电弧不稳定,难以操作,同时飞溅较大,甚至出现焊丝爆段,焊缝成形恶化。焊丝伸出长度过小时,会缩短喷嘴与焊件间的距离,飞溅金属容易堵塞喷嘴,还易造成烧嘴。同时,还妨碍观察熔池,影响操作。5、打底焊施焊过程中焊枪摆动时应注意保持电弧始终在熔池前半部燃烧,从而避免液态金属超前流动造成“假焊”现象。5、填充层焊接时,应预先计算好要填充的层数及填充层每一层的厚度。由于填充焊直接影响到后面盖面层的焊接,因此施焊过程中要特别注意控制好填充层的厚度及焊缝的外观成形。焊接过程中焊丝端部要始终在熔池前半部燃烧,以避免液态金属超前流动造成层间未熔合。填充焊焊枪摆动时应注意控制好两侧的停留时间,确保焊道与焊道间,焊道与母材间熔合良好。防止出现未熔合及“鸡胸”焊缝。填充层焊完成后,焊缝表面距试件表面1~1.5mm,但切不可破坏坡口边沿棱角。6、盖面焊时要注意防止出现焊缝咬边,焊缝余高超高,接头不良等焊接缺陷。操作时应注意控制好焊缝的余高、宽度及直线度。7、反面焊焊接的电流不宜太小,以确保焊道间熔良好,焊道与母材能够圆滑的过度六、操作时间记录11、制取试板耗时04:10;012、试件清理耗时03:51:813、钝边打磨耗时04:05:514、辅具准备耗时05:20:615、装配点焊及预置反变形耗时01:57:5516、操作位置调整耗时00:55:617、打底层焊接耗时03:12:5318、填充层焊接耗时04:23:1019、盖面层焊接耗时04:30:6820、反面焊耗时02:30:72总耗时:34:37′八、资料图片装配点焊打底焊焊道填充焊焊道盖面焊焊道反面焊焊道
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 ligprt540
ligprt540
本文标题:12mmQ235A钢板CO2平焊单面焊双面成型工艺记录
链接地址:https://www.777doc.com/doc-1289759 .html