您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > SMT工艺流程及各工位操作规范
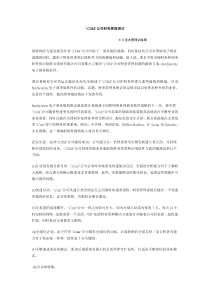
2019/10/31SMT工藝流程2019/10/32SMT生產工藝總流程裝前檢查貼裝全檢維修AuditQCAudit測試入庫目檢VI/ICT測試印膠(錫)焊接/固化AuditQCAQLNGNGNGOKOKOKOK2019/10/33SMT各生產工藝流程A.絲印工序流程;B.貼片工序流程;C.焊接/固化工序流程;D.全檢工序流程.2019/10/34A.絲印工序流程:開機固定PCB及鋼網設定參數試印正式印刷目檢NGNG2019/10/35B.貼片工序流程:開機核對FEEDER站位試產首板生產正式生產核對生產程式及調校參數AuditVI/ICT測試NGNG2019/10/36C.焊接/固化工序流程:開機裝架調試生產程式及測試溫度曲線Audit過板2019/10/37D.全檢工序流程:望鏡入庫QCAQLPDAuditNGNG2019/10/38絲印工序操作規範:A.排B面板;B.錫漿攪拌;C.錫漿添加;D.印刷;E.擦鋼綱;F.洗鋼綱和刮刀.G.印刷不良PCB返工.2019/10/39A.排B面板1.準備工作:雙手拇指,食指,中指均戴好手指套;戴好防靜電手鏈.2.具體操作:1).將鋁架正面朝上,並平放於臺面中央.2).伸右手到料架中取待貼B面板,輕放於左手上,一次操作數量以一鋁架的拼板數為準,不可多取.3).轉身面向鋁架,右手到左手取板后按定位孔方向排到鋁架上.4).放於印刷操作員易取處.5).重復1~4步驟.2019/10/310B.錫漿攪拌1.準備工作:領到錫漿並簽名.2.具體操作:1).旋開錫漿瓶外蓋,右手打開攪拌機蓋.2).打開卡座,將瓶口朝上放入座位后蓋上卡蓋.3).關好攪拌機蓋,調定時時間5分鐘,后按START啟動.4).待完全停止后開蓋,開卡取出錫漿,關好機蓋.5).記錄錫漿攪拌記錄表2019/10/311C.錫漿添加1.準備工作:取下防靜電手鏈2.具體步驟:1).先按off開關以停止運動;2).打開機蓋,打開瓶蓋,同時伸入鋼綱上方,用手刮刀刮適量錫漿到鋼綱上.Note:位置必須在印刷範圍內且無通孔處.3).蓋上錫漿瓶,打下機蓋.按on以啟動機器準備印刷.2019/10/312D.印刷1.準備工作:雙手拇指,食指,中指均戴好手指套;戴好防靜電手鏈.2.具體操作:1).伸右手到臺面上取PCB,Note:不要碰到金手指部分;2).雙手拿PCB的對角平放到Table上,並固定到位.3).右腳踩腳踏開關,開始印刷.右腳縮回離開腳踏開關.4).待出來並停穩后,雙手持PCB對角將PCB取出.5).檢查印刷是否良好,6).按方向放入貼片機入口.Note:看顯示器上待板處已有板進勿放;另外可放入料架存放待貼.7).重復1~6步驟.2019/10/313E.擦鋼綱1.準備工作:取下靜電手鏈,按off關閉机器動作,大步走到開蓋前2.具體操作:1).用右手打開印刷機蓋.2).伸右手到臺面下取無塵紙,左手取酒精瓶往無塵紙上加適量酒精3).右手伸入印刷機內鋼綱底下來回擦拭.4).擦完后關下機蓋,將無塵紙放回原處.按on開關準備動作.5).回到印刷位,記錄鋼綱擦拭記錄表.6).繼續印刷2019/10/314F.洗鋼綱和刮刀1.準備工作:取下手指套,防靜電手鏈,備好碎布和酒精.2.具體操作:1).用手刮刀將鋼綱上和機刮刀上錫漿或黃膠收集到罐內.2).右手拿干凈碎布,3).按從外向內包圍方向清洗鋼綱上殘余的錫漿或膠水.4).開孔部分以無塵紙來擦拭,5).再用無塵紙對內外表面再輕擦拭一遍.2019/10/315G.印刷不良PCB返工.工具及器具:無塵紙,酒精,超聲波清洗機.具體操作:1.用無塵紙擦出錫漿,(注意不要擦到金手指部位)2.送超聲波清洗,3.取出待干后,重新印刷.4.問題點:發現不良再次印刷下機,或未經超聲波清洗.2019/10/316與絲印有關的工作指引錫漿/膠水管制錫膏及膠水印刷錫漿/膠水絲印品質檢查基準2019/10/317錫漿/膠水印刷1.錫膏和膠水,從雪櫃取出后必須在室溫下回溫4小時以上,嚴禁高溫烘烤,不能開蓋回溫,以免吸收水汽及凝結水汽.2.將回溫的錫膏在攪拌機上攪拌3~5分鐘(不開蓋)后再使用.3.取用錫膏,膠水后立即封蓋,以免吸水汽,用剩的錫膏,膠水用專用瓶收集,也要冷藏,回溫,攪拌后才用.2019/10/318接上頁4.不同廠牌及不同成分的錫膏,膠水不可混裝,混用5.鋼綱上的錫膏,膠水不能太多,約1/3瓶(200g左右),保證印刷1小時后應添加,以免吸水及活化劑揮發.6.調絲印機或手印機時,準備專用調機PCB.7.100%檢查印刷質量---參照絲印品質檢查基準,印壞的板檢出后,先手工擦洗,再超聲洗干凈后才能復印(清潔劑為酒精或8300洗機水).2019/10/319接上頁8.千萬不能在未洗干凈后重復印刷,每印5~10片后,清洗鋼綱背面(用無塵紙),以免膠水,錫膏汙染PCB.9.清除綱孔殘留錫膏,膠水時不能用比鋼綱硬的利器挖孔,可用風槍吹,無塵紙浸洗洗水擦洗及比鋼綱軟的工具挖孔.10.印刷后的板要在1小時內貼片及過回流爐,千萬不能將印刷后及貼片后的板擱在回流爐上,用擱架存放.2019/10/320接上頁11.EKRA絲印機操作:1.開機前檢查:A.氣壓5~6bar;B.電壓220V;C.印臺內無異物.2.設定印刷條件,保證錫膏,膠水能在刮刀前滾動,刮刀后綱面干凈.A.刮刀壓力:0.5~0.8bar;B.刮刀速度:有小於0.65mm腳距的IC的錫膏印刷15~30mm/秒.其它印刷,30~80mm/秒.C.PCB與鋼綱間距:0~0.2mm,不能負數.2019/10/321錫漿/膠水絲印品質檢查基準2019/10/322接上頁2019/10/323PD955PY黃膠資料說明PD955PY貼片膠是一种熱固性,單一組分,不含溶劑的聚合型粘接劑,它是為表面安裝技術(SMT)以及祼裝其板應用而開發,研制的專用膠水.其液流性質特別適合於厚膜模板的印刷應用.PD955PY貼片膠的特點1.理想的,高點狀的及極好連續性的膠點.2.特別為厚模板印刷而開發3.濕潤狀態粘度非常高,能防止擺放零件時造成的2019/10/324接上頁移位.4.膠點形狀穩定.5.對標準的及對難於膠貼的零件有極好的粘附性.6.非常低吸濕性.在快速升溫及非常短時間的固化下均不容易造成氣泡或粘力不夠.7.表面絕緣電阻值(SIR)高.物理特性:2019/10/325接上頁顏色:黃色比重:1.2g/c.c.均勻性:所有顆粒50um粘附性:在室溫下=25N/mm2測試方法:將銅釘放置在SO元件(以低壓材料封裝)上,在設定為5min/125攝氏度的常規烘箱內進行固化.2019/10/326接上頁粘度:使用範圍:該膠適用於金屬和塑膠的模板印刷.切應變速度D粘度上升曲線[Pa.s]PD955PY3060-902019/10/327接上頁固化1.標準固化條件為:125攝氏度/3分2.最高固化溫度不應超過200攝氏度.3.下表提供最短*固化時間與固化溫度的相應關系:*理想的固化條件視乎所用的固化爐而定.溫度(攝)100125150180時間(分)831.512019/10/328接上頁清洗:固化前:為避免清洗媒介對模板框架上的膠水造成侵蝕,應使用特別設計的清洗劑,例如:ZestronSD300.假如模板有嚴重的膠水積聚現象,建設使用ZestronES200進行預先清洗,然后用ZestronSD300進行最后清洗.固化后:由於固化后的膠水殘余的熱塑性,可以2019/10/329接上頁先用熱力(利用熱風)將膠水固化點加熱至100攝氏度以上,便可以輕易更換失效的元件.在移去元件后(利用扭力),對剩余膠水繼續加熱,再用銳器將它清除.儲存:儲存時間:6個月,在貯存溫度為5~12攝氏度的冷藏器內.注意:應避免儲存在高於30攝氏度的環境.2019/10/330膠水板爐溫曲線2019/10/331貼片工序操作規範Feeder的裝料與拆卸;上站臺及下站臺;接料帶;在線核對物料;2019/10/332Feeder的裝料與拆卸工具及器具:FEEDER.物料具體操作:1.裝:將feeder平放於臺面上,以標簽朝上裝放料盤,壓起feeder卡梢,將料帶穿入對好齒位,料帶從上面抽出,放下卡梢,順路將料帶拉緊壓於收帶輪中間.2.拆:將feeder平放於臺面上,鬆開收帶輪中間的料帶,壓下feeder卡梢,抽出料帶,取下料盤.復位卡梢.2019/10/333上站臺及下站臺工具及器具:料車具體操作:1.上站:為從料車上到機臺上.一手握feeder手柄,一手持前端對準機臺垂直兩孔放入並壓好前端.SENSOR亮綠燈表示到位.2.下站:為機臺上到料車上.同樣一手握feeder手柄,一手持先將前端拉起,取出后對準料車垂直兩孔放入並壓好前端.2019/10/334接料帶工具及器具:剪刀,SMDDoubleSplice具體操作:1.待機臺物料快用盡,取出原料盤,抽出料帶,用剪刀齊最后一顆料后圓孔中點剪去.2.然后抽出新物料首端,也齊第一顆料后圓孔剪去,3.撕去接料帶保護膜,先接一料帶端,再對齊接好任一端,最后折到另一面粘上,撕去膠片即可.2019/10/335在線核對物料工具及器具:feederlist,筆具體操作:1.一手拿feederlist,一手輕托料盤(有時須先將料盤轉動使標簽易於觀看)2.彎腰,接須序一一核對.3.記錄換料記錄表,發現不對,立即停拉處理.2019/10/336與貼片有關的工作指引貼片機操作工作指引換料工作指引VT/ICT測試工作指引2019/10/337SMT對貼片機的要求貼裝坐標精度滿足要求貼裝速度滿足生產要求穩定,無故障,連續生產.我們知道:品質是生產出來的,而不是檢驗出來的.所以,貼片機的運行好壞關系重大.2019/10/338技巧與規則爐前檢查的標準:大部分按爐后檢驗標準,其中少錫部分參照錫漿/膠水絲印品質檢查基準什麼狀態需要調機或需要觀察:1.缺件,錯件,反向:立即調機.2.翻件:觀察,連續兩個則調機.3.偏移:爐后發現有該件偏移則要調機.4.少錫:爐后發現2pcs,則要觀察.2019/10/339工藝員的重要地位管理者不能秒秒都在同一線上.所以工藝員就必須時刻掌握線上品質作出判斷,是要調機,是要觀察.不斷的要求技術人員解決,直到不再發生為止,並要最大限度的少產次品.也就是說他們肩負品質的大任.什麼可以接受不用調機:除非爐后沒有次品!2019/10/340焊接/固化工序操作規範1.爐前檢查,放板過爐2.爐后撿板3.爐溫測試2019/10/341爐前Audit,放板過爐工具及器具:防靜電手鏈,手指套或手套,筆.從機器中出來的機板流至中檢臺停止后,用手水平平移取出檢查.檢查ok后水平輕放到軔道上或綱鏈上.不良板放入料架送修理位.重復.Note:手不要接觸到錫漿和零件.6.問題點:次品板未送修理位.2019/10/342爐后集板工具及器具:手套,防靜電手鏈,防靜電盒(料架)準備工作:戴好靜電手鏈,手套看見機板出來到出口處時,用右手撿起.按統一方向將板插到防靜電盒內.待目檢.如大堆機可用料架收集,擺放整齊重復第3.4.步.Note:輕拿輕放,不可重疊,不可亂放.問題點:疊板,擺放不整齊.2019/10/343爐溫測試工具及器具:測溫PCB,帶熱電偶操作要領:1.按方向將熱電偶插到機臺座上,2.打開電腦測溫模式,放入測溫PCB,(不再放入生產板).3.按START開始測溫,記錄速率為1次/秒4.到達末端按STOP停止.拉回測溫板,冷卻后卷好.分析曲線,存檔.2019/10/344焊錫的簡介焊錫在今日電子產品中我們常將其作為結合材料的主成份.但在一般產業界的工程師或者是屬於專業領域的銷售工程師仍對此產品有一知半解的疑慮.今天借此機會將焊錫的基本特
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[软件工程]CH02-项目计划](/doc-760884.png)
 oldcatshuf
oldcatshuf
本文标题:SMT工艺流程及各工位操作规范
链接地址:https://www.777doc.com/doc-1290469 .html