您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 冲压件与塑件INSERTMOLDING工艺
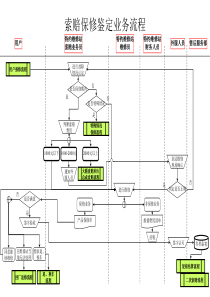
CONFIDENTIAL1A740_new_rear_coverPartsize:657.0X401.0X14.4mmMATERIAL:AL5052401.00657.0014.40CONFIDENTIAL2A740_new_rear_cover2.0mm铝板-冲压拉伸+NCinsertmolding注塑件insertmolding(注塑件)+铁件原12pcs热压螺柱先更改为20PCSCONFIDENTIAL3A740_new_rear_cover反馈产品立边现在壁厚为2.0mm。原材厚度为2.0mm,产品设计没有给0.5mm的CNC切削量。铝件在加工完成后,需要放入塑胶模具里成型注射部分,但铝件无法固定在模仁里,铝件外侧做四个半圆孔作为定位固定在模仁上,如上图。后续用NC铣去多余部分。5.00CONFIDENTIAL4OP1StampingStampingFlowStationA740_Panel_Rear_CoverProcessFlowOP7CNC2(4axis)加工底面、中间避位及塑胶周围OP2CNC1(3axis)OP3OP8加工侧壁OP5注塑OP4CleaningCleaning注塑OP11外观面抛光PolishingOP6OP9De-burringDe-burringOP10CleaningCleaningcleaningCleaningSandblastingSandblastingCNC3(3axis)加工侧壁孔内溢胶CONFIDENTIAL5FlowStationA740_Panel_Rear_CoverProcessFlowOP13组装组装OP12埋钉埋钉OP14包装包装AnodizingAnodizingOP15CONFIDENTIAL6A740_new_rear_coverStampingSP1预成型弧度SP2仿行落料SP3拉伸成型SP4四周侧切SP5回整R角SP6回整斜面R角SP7斜面与直面转角处整RSP8侧切SP9折弯SP10冲定位孔SP11冲侧边侧孔160TSP12反面冲压侧边侧孔160TSP13冲地侧孔160TSP14反面冲地侧孔160T其余冲床吨位200TCONFIDENTIAL7A740_new_rear_coverStampingSP1预成型弧度拉伸模具模具结构预成型弧度CONFIDENTIAL8A740_new_rear_coverStampingSP2四周落料复合模结构脱板与母模做仿形三,产品冲压工艺SP3拉伸成型拉伸四周侧壁拉伸模结构拉伸母模与压料板仿形铣加工三,产品冲压工艺SP4四周侧切三,产品冲压工艺SP5回挤R角回压三面R角回挤后形状三,产品冲压工艺SP6回挤斜面R角回压三面R角回挤后形状由于产品平行度及公差等原因约0.3左右才可能将四周完全铣平,因此需要增加0.5余量保证产品四周可以完全铣到三,产品冲压工艺SP7斜面与直面转角处整R此处回压使用材料剪薄方式,内部挤压材料将肉厚挤出,外观处理后可能有轻微异色CONFIDENTIAL14A740_new_rear_coverSP8侧切SP9折弯SP10冲定位孔冲定位孔三,产品冲压工艺SP11正面冲压侧边侧孔SP12反面精冲侧边侧孔SP13正面冲压地侧孔SP14反面精冲地侧孔CONFIDENTIAL16A740_new_rear_coverCleaning1,InsertMolding需要用铝件的外框及中间方孔作定位,尺寸控制在+/-0.30MM,来料的品质直接关系到注塑件的品质,有压模及错位的风险;A740_new_rear_cover注塑1.由于产品尺寸大,铝件来料平面度易变形,造成注塑后塑件与铝件剥离的风险较大。2.注塑件与铝件在成型时收缩比率不一样,注塑件在成型后会变形和断裂,建议断开注塑件。(如下图)SectionViewSectionViewWarpWarpA740_new_rear_cover注塑断开注塑件断开注塑件A740_new_rear_cover注塑A740_new_rear_cover注塑11点热流道倒灌转冷流道侧进胶,流道后NC加工铣去。A740_new_rear_cover注塑蓝色箭头为斜销退出方向。此类卡钩做斜销22A740_new_rear_cover注塑所有此类卡勾缺口建议做到14以上,以便加大斜销23A740_new_rear_cover注塑23拔模分析所有淺蓝色面未拔模请做拔模处理。CONFIDENTIAL加工周围端面、两侧避位及塑件毛边24A740_new_rear_coverCNC1(3axis)CNC1CONFIDENTIAL25CNC2(4axis)A740_new_rear_coverCNC2加工侧壁CONFIDENTIAL26CNC3(3axis)A740_new_rear_cover加工侧壁孔内溢胶CONFIDENTIAL27ItemProcessNCTime(s)Machine1CNC11290(根据塑料件实际加工量调整)3Axis2CNC211304Axis3CNC31253AxisTotal-----2570A740_new_rear_coverCNCCONFIDENTIAL28De-burringA740_new_rear_coverDe-burringCONFIDENTIAL29CleaningA740_new_rear_coverCONFIDENTIAL30PolishingA740_new_rear_cover曲面抛光CONFIDENTIAL31CleaningA740_new_rear_coverCONFIDENTIAL32TopBottomSandblastingA740_new_rear_coverCONFIDENTIAL33阳极AnodizingA740_new_rear_coverCONFIDENTIAL34埋钉A740_new_rear_cover20pcsCONFIDENTIAL组装A740_new_rear_cover组装铁板(8pcs螺丝)CONFIDENTIAL包装A740_new_rear_coverCONFIDENTIAL钣金件冲压A740_new_rear_cover冲压方向200T冲床连续模请确认是否需要亚毛刺CONFIDENTIAL38end
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![染发行业趋势分析[1]](/doc-562021.png)

 6964506
6964506
本文标题:冲压件与塑件INSERTMOLDING工艺
链接地址:https://www.777doc.com/doc-1295163 .html