您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 单元3--施加焊膏工艺
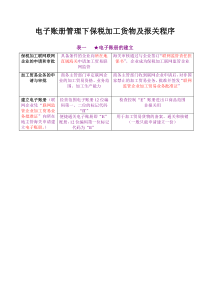
二.施加焊膏工艺工艺目的—把适量的焊膏均匀地施加在PCB的焊盘上,以保证贴片元器件与PCB相对应的焊盘达到良好的电气连接并具有足够的机械强度。施加焊膏要求a焊膏量均匀一致性好。焊膏图形清晰,相邻图形之间尽量不粘连。焊膏图形与焊盘图形要尽量不要错位。b在一般情况下,焊盘上单位面积的焊膏量应为0.8mg/mm2左右对窄间距元器件,应为0.5mg/mm2左右。c印刷在基板上的焊膏与希望重量值相比,允许有一定的偏差焊膏覆盖焊盘的面积,应在75%以上。d焊膏印刷后应无严重塌落,边缘整齐,错位不大于0.2mm,对窄间距元器件焊盘,错位不大于0.1mm。e基板不允许被焊膏污染。SJ/T10670标准免清洗要求图1-2焊膏缺陷3表面组装工艺材料——焊膏(略)3.1焊膏的分类3.2焊膏的组成3.3对焊膏的技术要求3.4影响焊膏特性的主要参数3.5无铅焊料简介4焊膏的选择方法不同的产品要选择不同的焊膏。(a)根据产品本身的价值和用途,高可靠产品选择高质量的焊膏。(b)根据PCB和元器件存放时间和表面氧化程度选择焊膏的活性。一般采用RMA级;高可靠性产品选择R级;PCB、元器件存放时间长,表面严重氧化,应采用RA级,焊后清洗。(c)根据组装工艺、印制板、元器件的具体情况选择合金组分。一般镀铅锡印制板采用63Sn/37Pb;钯金或钯银厚膜端头和引脚可焊性较差的元器件、要求焊点质量高的印制板采用62Sn/36(d)根据产品对清洁度的要求来选择是否采用免清洗。免清洗工艺要选用不含卤素或其它强腐蚀性化合物的焊膏;高可靠、航天、军工、仪器仪表以及涉及生命安全的医用器材要采用水清洗或溶剂清洗的焊膏,焊后必须清洗干净。(e)BGA和CSP一般都需要采用高质量的免清洗焊膏;(f)焊接热敏元件时,应选用含铋的低熔点焊膏。(g)根据PCB的组装密度(有无窄间距)来选择合金粉末颗粒度,常用焊膏的合金粉末颗粒尺寸分为四种粒度等级,窄间距时一般选择20—45μm。表3-5SMD引脚间距和焊料颗粒的关系引脚间距(mm)0.8以上0.650.50.4颗粒直径(μm)75以下60以下50以下40以下(h)根据施加焊膏的工艺以及组装密度选择焊膏的黏度。例如模板印刷工艺应选择高黏度焊膏、点胶工艺选择低黏度焊膏,高密度印刷要求高黏度。表3-6焊膏粘度施膏方法丝网印刷模板印刷注射滴涂粘度(Pa.s)300—800普通密度:500—900高密度、窄间距SMD:700—1300150—3005焊膏的使用与保管a必须储存在5~10℃的条件下;b要求使用前一天从冰箱取出焊膏(至少提前2小时),待焊膏达室温后才能打开容器盖,防止水汽凝结;c使用前用不锈钢搅拌棒将焊膏搅拌均匀,搅拌棒一定要清洁;d添加完焊膏后,应盖好容器盖;e免清洗焊膏不能使用回收的焊膏,如果印刷间隔超过1小时,须焊膏从模板上拭去。将焊膏回收到当天使用的容器中;f印刷后尽量在4小时内完成再流焊。g免清洗焊膏修板后不能用酒精檫洗;h需要清洗的产品,再流焊后应当天完成清洗;i印刷焊膏和贴片操作时,要求拿PCB的边缘或带手套,以防6施加焊膏的方法和各种方法的适用范围(a)手工滴涂法——用于极小批量生产,或新产品的模型样机和性能样机的研制阶段,以及生产中修补,更换元件等。(b)丝网印刷——用于元器件焊盘间距较大,组装密度不高的中小批量生产中。(c)金属模板印刷——用于大批量生产、组装密度大,以及有多引线窄间距器件的产品(窄间距器件是指引脚中心距不大于0.65mm的表面组装器件;也指长×宽不大于1.6×0.8mm的表面组装元件)。由于金属模板印刷的质量比较好,而且金属模板使用寿命长,因此一般应优先采用金属模板印刷工艺。7焊膏印刷技术目前用于SMT的印刷机大致分为三种档次:(a)手动或半自动印刷机;(b)半自动印刷机加视觉识别系统(配有CCD图象识别);(c)全自动印刷机(配有CCD及各种功能选件)。7.1印刷焊膏的原理焊膏和贴片胶都是触变流体,具有粘性。当刮刀以一定速度和角度向前移动时,对焊膏产生一定的压力,推动焊膏在刮板前滚动,产生将焊膏注入网孔或漏孔所需的压力,焊膏的粘性摩擦力使焊膏在刮板与网板交接处产生切变,切变力使焊膏的粘性下降,使焊膏顺利地注入网孔或漏孔。刮刀的推动力F可分解为推动焊膏前进分力X和将焊膏注入漏孔的压力Y图1-3焊膏印刷原理示意图7.2影响焊膏脱模质量的因素(a)模板开口尺寸:模板开口面积B与开口壁面积A比>0.66时焊膏释放(脱模)顺利。(b)焊膏黏度:焊膏与PCB之间的粘合力Fs>焊膏与开口壁之间的摩擦力Ft时焊膏释放顺利。(c)开口壁的形状和光滑度:开口壁光滑、喇叭口向下或垂直时焊膏释放顺利。Ft——焊膏与PCB焊盘之间的粘合力;Fs——焊膏与模板开口壁之间的摩檫阻力;A——焊膏与模板开口壁之间的接触面积;B——焊膏与PCB焊盘之间的接触面积图1-4放大后的焊膏印刷脱模示意图(a)垂直开口(b)喇叭口向下(c)喇叭口向上易脱模易脱模脱模差图1-5模板开口形状示意图7.3刮刀材料、形状及印刷方式(a)刮刀材料刮刀材料有橡胶(聚胺脂)、金属两大类。①橡胶刮刀橡胶刮刀有一定的揉性,用于丝网印刷以及模板表面不太平整、例如经过减薄处理(有凹面)的或印制板上已经做好倒装片的(模板上加工了凸起保护)模板印刷。橡胶刮刀的硬度:肖氏(shore)75度~85度。(丝网印刷选75度,金属模板选85度)橡胶刮刀缺点:当印刷压力过大或刮刀材料硬度过小时,容易嵌入金属模板的开口中(尤其大的开口),将开口中的焊膏刮出,造成焊膏图形凹陷;另外,橡胶刮刀容易磨损。②金属刮刀金属刮刀分为不锈钢刮刀和高质量合金钢并在刀刃上涂有TA(TEFLON润滑膜)涂层的刮刀。带TA涂层的合金钢刮刀润滑、耐磨、使用寿命更长。金属刮刀用于平整度好的金属模板印刷;适宜各种间距、密度的印刷,特别对窄间距、高密度印刷质量比较高,而且使用寿命长,应用最广泛。(b)刮刀形状和结构橡胶刮刀的形状有菱形和拖尾形两种。金属刮刀是将金属刀片固定在带有橡胶夹板的金属刀架上,刀片两端配有导流片,防止焊膏向两端漫流。菱形刮刀是将10mm×10mm的方形聚胺脂夹在支架中间,前后呈45°角。菱形刮刀可采用单刮刀作双向印刷。刮刀在每个行程末端可跳过焊膏。菱形刮刀的焊膏量不易控制,并容易污染刮刀头。拖尾形刮刀一般都采用双刮刀形式。刮刀的角度一般为45°~60°。图2-7示意了各种不同形状的刮刀。图2-7各种不同形状的刮刀示意图橡胶刮刀金属刮刀(c)刮刀宽度刮刀宽度比PCB印刷宽度长20mm左右比较合适。刮刀宽度太宽会浪费焊膏,过多的焊膏暴露在空气中,容易造成焊膏氧化。(d)印刷方式①单向印刷(刮刀只能作一个方向印刷)单向印刷时有一块刮刀是印刷用的,另一块刮刀是作为回料用的;②双向印刷双向印刷时两快刮板进行交替往返印刷。传统的印刷方式——都是开放式印刷,焊膏暴露在空气中,在刮刀的推动下在模板表面来回滚动。有单向印刷和双向印刷两种印刷方式。新型的印刷方式——随着SMT向高密度、窄间距、无铅焊接的发展,对印刷精度、速度以及印刷质量有了进一步的要求。印刷设备和技术也在不断地改进和发展。出现了各种密封式的印刷技术。最初有英国DEK公司和美国MPM公司推出的刮刀旋转45°以及密封式ProFlow(捷流)导流包印刷技术。最近日本Minami公司和Hitachi公司相继推出了单向旋转和双向密闭型印刷技术,见图2-8。这些新技术适合免清洗、无铅焊接、高密度、高速度印刷的要求。(a)传统开放式(b)固定压入式(c)单向旋转式(d)双向密闭型图2-8各种不同形式的印刷技术示意图
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 hika29
hika29
本文标题:单元3--施加焊膏工艺
链接地址:https://www.777doc.com/doc-1295916 .html