您好,欢迎访问三七文档
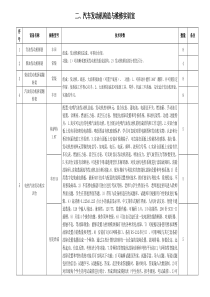
第八章搪瓷工艺及品质要求搪瓷,它其实是将无机玻璃质材料通过熔融凝于基体金属上并与金属牢固结合在一起的一种复合材料。它主要有两个组成部分:搪瓷用的金属材料和瓷釉(无机玻璃质材料)。1、搪瓷用的金属材料搪瓷用的金属材料主要有钢材、铸铁、铝材、铜材和不锈钢。搪瓷用钢材(主要是钢板)一般是指低碳钢钢板,即含碳量较底的钢板(一般≤0.08%),这是用于容积式热水器内胆的主要材料。由于它的化学组成成分、内部微观组织结构(金相结构)、表面状况及力学性能对搪瓷的质量起着重要的作用,因此,目前市场上较大的热水器生产厂家均采用宝钢或武钢生产的搪瓷用钢板,以保证内胆的搪瓷质量。搪瓷用铸铁是指含碳量在2.11%以上的铁碳合金(小于2.11%的铁碳合金叫钢),它主要用于生产卫生洁具(浴缸)、化学器械、炊具、下水管道等。用于搪瓷的铝材主要是纯铝和铝镁合金。用于搪瓷的铜材主要有紫铜(即纯铜)、黄铜(铜-锌合金)和青铜(铜-锡合金),其中以紫铜和黄铜应用最为广泛,比较有代表性的铜搪瓷制品—景泰蓝就是以紫铜为基材制成的铜搪瓷制品。不锈钢,一般都能进行涂搪,但由于不锈钢抗氧化的能力较强,所以需要用特殊的搪瓷瓷釉,同时因加工成本较高,现在较少采用此种方案。2、瓷釉(无机玻璃质材料)用于搪瓷的瓷釉原料中主要包括三大类:矿物原料、化工原料和色素原料。矿物原料,是瓷釉的主要成分,占有较大比重的含量(因国内外不同的生产厂家而不同)。它主要包括:石英(主要成分是二氧化硅-SiO2)、长石(碱金属或碱土金属的硅酸盐,常用钾长石-K2OAl2O36SiO2)、粘土(含水的铝硅盐矿物,主要为Al2O36SiO2和结晶水)。化工原料是瓷釉的辅助组成部分,它主要包括:硼砂(Na2B4O710H2O)、硝酸钠(NaNO3)、纯碱(Na2CO3)、碳酸锂(Li2CO3)、碳酸钙(CaCO3)、氧化镁(MgO)、氧化锌(ZnO)、二氧化钛(TiO2)、氧化锑(Sb2O3)、二氧化锆(ZrO2)、氧化钴(CoO)、氧化镍(NiO)、二氧化锰(MnO2)、氧化铁(Fe2O3)等等。色素原料是指用于装饰瓷釉颜色的材料。共分有:黑色、蓝色、褐色、灰色、绿色、粉红色、白色、黄色等8种。瓷釉的制作是将上述的三种原料按照一定的比例(随着生产厂家的不同而不同),经过1200℃左右的高温熔融,并经过急剧的冷却成粒状或片状的硼硅酸盐玻璃质。它根据工艺性能分为底釉、面釉、边釉和饰花釉;根据基体材质的不同分为钢板釉、铸铁釉、铜搪瓷釉、铝搪瓷釉、不锈钢瓷釉。搪瓷在金属表面涂覆一层或数层瓷釉,通过烧成,两者发生物理化学反应而牢固结合的一种复合材料。旧称珐琅。有金属固有的机械强度和加工性能,又有涂层具有的耐腐蚀、耐磨、耐热、无毒及可装饰性。搪瓷起源于玻璃装饰金属。古埃及最早出现,其次是希腊。6世纪欧洲嵌丝珐琅、剔花珐琅、浮雕珐琅、透光珐琅、画珐琅相继问世。8世纪中国开始发展珐琅,到14世纪末珐琅技艺日趋成熟,15世纪中期明代景泰年间的制品尤为著称,故有景泰蓝之称。19世纪初,欧洲研制出铸铁搪瓷,为搪瓷由工艺品走向日用品奠定了基础,但由于当时铸造技术落后,铸铁搪瓷应用受到限制。19世纪中,各类工业的发展,促使钢板搪瓷兴起,开创了现代1搪瓷的新纪元。19世纪末~20世纪上半叶,各种不同性能瓷釉的问世,钢板及其他金属材料的推广运用,耐火材料、窑炉、涂搪技术的不断更新,加快了搪瓷工业的发展。搪瓷种类繁多,按用途可分为艺术搪瓷、日用搪瓷、卫生搪瓷、建筑搪瓷、工业搪瓷、特种搪瓷等。搪瓷生产主要有釉料制备、坯体制备、涂搪、干燥、烧成、检验等工序。对于艺术搪瓷、日用搪瓷、卫生搪瓷、建筑搪瓷等,为了外观装饰和使用的需要,还需经过彩饰和装配。工业搪瓷设备则需经检测后再进行组装。铁搪瓷1.铸铁搪瓷发展历史简介搪瓷最早出现在公元前13至11世纪,搪瓷的基体主要是青铜。我国的搪瓷大约出现在公元8世纪,基体也是铜。到了公元15世纪(明代)有了著名的景泰蓝。世界上搪瓷的工业化大约开始于18世纪末,在19世纪初有了搪瓷厂。当时没有什麽密着剂,在比较粗糙的铸铁表面上能够获得比在光滑的其他金属表面更好的搪瓷密着效果。而且受冶金技术的限制生产不出优质钢板,搪瓷工业(并非艺术品)以铸铁为基体是那个年代最好的选择。因此可以说搪瓷的工业化生产是从铸铁搪瓷开始的。1990年以前我国的搪瓷工业以钢板搪瓷为主,铸铁搪瓷也有一些,主要是撒粉法生产的卫生洁具(如铸铁浴缸),而湿法搪瓷工艺生产的铸铁搪瓷制品几乎没有。因此,在2000年以前出版的几本搪瓷工艺的书(包括2001年版《中国搪瓷手册》)中,可以看到的有关铸铁搪瓷只是浴缸的撒粉法工艺,湿法铸铁搪瓷工艺的内容仅仅一带而过。1990年以后随着台湾铸铁搪瓷企业迁入大陆,湿法涂搪工艺的铸铁搪瓷壁炉、炊具、盥洗器具形成了越来越大的生产规模。2000年前后,广东地区开始向欧美大量出口烧烤炉,带动了黑色一次搪铸铁搪瓷烧烤用具的快速发展。与钢板搪瓷相比,铸铁搪瓷有其独特优点。例如:铸铁表面比钢板粗糙,可以与瓷釉形成更好的密着;受到一般外力冲击时,坯体不会变形,故瓷层也就不会轻易脱落,比钢板搪瓷更加耐用;与钢板相比,铸铁即使不涂装保护层也很少锈蚀,像浴缸、壁炉这样较大型器具只要单面搪瓷即可满足使用要求;铸铁搪瓷器皿热容量大,用铸铁搪瓷锅煲的汤,上桌很久也不会凉,比钢板搪瓷锅更受欢迎。2.搪瓷用铸铁铸铁是含碳量在2.1%以上的铁碳合金。工业用铸铁一般含碳量为2.1%~4%。碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。2-1铸铁的种类a.灰口铸铁含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁。浇铸凝固时收缩量小,减震性好。b.白口铸铁2碳、硅含量较低,碳主要以渗碳体(Fe3C)形态存在,断面呈银白色。凝固时收缩大,易产生裂纹。硬度高,脆性大。c.其他铸铁除了灰口铸铁、白口铸铁以外还有可锻铸铁、球墨铸铁、蠕墨铸铁和合金铸铁。这些种类的铸铁很少用来搪瓷。适宜搪瓷的是灰口铸铁,不能搪瓷的是白口铸铁。铸铁是灰口还是白口不仅取决于碳含量,还与冷却速度有直接关系。快速冷却,碳来不及石墨化,以化合态渗碳体(Fe3C)存在,就形成白口铸铁;慢速冷却,石墨化进行彻底,碳以片状石墨形态存在,就形成灰口铸铁。其规律是:快速冷却慢速冷却←—————————————————————————————————→白口铸铁麻口铸铁珠光体灰铸铁铁素体-珠光体灰铸铁铁素体灰口铸铁2-2搪瓷用铸铁的主要化学成分碳:总碳量3~3.7,其中石墨2.5猛:0.4~0.6硅:2~2.6硫:<0.1磷:0.1~0.52-3主要化学成分对铸铁和搪瓷的影响铸铁中的合金元素分为阻碍石墨化元素(C、Si、P)和促进石墨化元素(Mn、S)两大类。a.碳(C)较高含量的碳能增加铸铁的强度,但搪瓷烧成时碳含量越高,分解出的二氧化碳越多,造成瓷层气泡。薄壁产品碳含量应适当高一些,以增加坯体强度;厚壁产品碳含量可适当低一些,以减少瓷层气泡或针孔。b.硅(Si)硅含量过高使铸铁变脆,过低则翻砂困难。硅促进化合碳转变成石墨,可减少瓷层气泡或针孔。c.磷(P)磷增加铁水的流动性,使薄壁或大型铸件合格率提高;磷含量过高,会降低铸件的强度和韧性(变脆)。铸铁中磷含量很小,对搪瓷质量无影响。d.硫(S)硫对铸造和搪瓷都有害,硫增大收缩量并降低铁水的流动性,使浇铸不良;硫阻碍石墨化过程,使铸铁硬脆,并增加瓷层气泡或针孔。3e.锰(Mn)锰含量低于0.5%,使铸铁材质变软;高于2%使材质变硬。锰与硫化合生成硫化锰进入熔渣,漂浮在铁水的上面,从而降低铸铁中的硫含量。硫化锰还易于在铸件表面析出,因此对毛坯仔细打磨和抛丸,可减少瓷层气泡或针孔。2-4.与搪瓷有关的铸铁性能2-4-1铸铁的机械性能布氏硬度143~229抗拉强度>100MPa抗弯强度>260MPa抗压强度>500MPa制造搪瓷化工设备用的铸铁还须检验抗弯强度。2-4-2铸铁的物理性能2-4-2-1热膨胀铸铁的热膨胀不仅与其化学成分有关还与铸造工艺有关,型模的湿度、浇铸后的冷却速度以及脱模时间的早晚都会影响铸件的热膨胀。因此搪瓷厂应要求铸造厂制定严格的铸造工艺,以保持铸件的尺寸一致。铸件在搪瓷前处理和瓷釉烧成过程中,当温度超过600℃时,膨胀系数会发生突变,且热膨胀不可逆,一般伸长1~2%或更多。搪瓷厂在按客户来样设计模具图时必须考虑到铸件的受热伸长量。灰口铸铁在高温热处理后的膨胀系数,平均在400×10-7/℃左右。2-4-2-2铸铁的吸气性在加热熔化过程中,金属不断吸收与其相接触的气体的性质,叫做“吸气性”。铁水凝固过程中,金属吸收的气体不断以气泡形式析出,若气泡留在铸件中则形成气孔称为“析出性气孔”。这种气孔在铸件浇铸时的上部或最后凝固部位最为密集,是造成瓷层气泡或针孔的原因之一。2-4-2-3铸铁内气体的扩散气泡和针孔是铸铁搪瓷最常见的缺陷。除了瓷釉高温流动性等影响因素外,瓷层出现气泡或针孔与铸铁中气体的饱和程度有直接关系。铸铁吸入的气体越多,瓷层产生的气泡也越多。有人认为铸铁中溶解的氢或烧成时吸收的气体比在钢板中容易扩散。事实证明情况正好相反。例如,厚钢板单面搪瓷一般不会产生鳞爆,但单面铸铁搪瓷却能产生鳞爆。气体在铸铁内部不易扩散还反映在铸铁烤网的“耐烧试验”上,铸铁烤网在刚出炉的最初24小时内,经过600℃下保温1小时瓷面可以不起泡,但出炉3天以后再做以上试验,则80%以上要起泡。4为避免以上问题的出现,在铸铁搪瓷生产中要尽量避免气体的产生和吸入。最大厚度6mm铸铁样板单面搪瓷上的鳞爆样板背面2-4-2-4铸造应力及减小变形的措施内力:金属内原子间距离发生变化而产生的吸力和斥力统称为“内力”。应力:单位面积上的内力称为“应力”。铸造应力:铸件在凝固及冷却过程中,收缩受到阻碍时,在铸件内部产生的应力称为“铸造应力”。铸造应力按内力不同可分为两种:拉应力:内力为吸力时称为“拉应力”;压应力:内力为斥力时称为“压应力”。铸件各部位冷凝时冷却速度不一致,冷却较慢的部分形成拉应力,冷却较快的部分形成压应力。铸造应力按产生原因分为“热应力”、“相变应力”和“机械阻碍应力”。造成应力的原因消除后,铸件中仍存在的应力称为“残余应力”。由热应力引起的弯曲变形,凹面总是在铸件冷却较慢的一边。这一点可以作为生产中产品发生变形时判断变形原因是加热时铸件摆放不当还是铸件本身造型有问题的根据。铸造应力过大,超过铸件强度时,就会使铸件损坏。热应力形成过程T形梁铸造过程减少铸件产生应力的措施:a.尽量选择收缩系数小的材料;b.采用同时凝固原则;c.缓慢冷却,以减小铸件各部位的温差;d.采用退让性好的型砂;e.事先做出反变形量(模具设计时,在铸件可能产生变形的相反方向做出变形量,这种事先做出的变形量叫做“反变形量”)。消除铸件内应力的方法:a.自然时效:将铸件平稳放置,长时间储存。b.人工时效:铸件退火。c.震动时效:通过震动可以消除应力。2-5铸件的主要缺陷及在搪瓷生产中的克服方法2-5-1气孔5典型的气孔分为“析出性气孔”和“侵入性气孔”。后者是由于铁水与砂型发生化学反应产生的气体未能逸出,造成常集中在铸件浇注部位上部的体积较大的气孔。这两种气孔对搪瓷的损害几乎无法克服。由此可以总结出如下规律:对于搪瓷质量来说,铸件浇铸时形成的上表面比下表面容易出针孔或气泡;最容易出针孔或气泡的位置是冒口。其原因是在铁水中较轻的炉渣、杂质和气泡更容易向上漂浮。这是生产中判断造成缺陷的罪魁祸首是搪瓷工艺还是铸件的重要依据。按照这一规律,铸件的主要面应设计为浇铸时的模具下面,次要面设计为上面,有利于提高铸件的搪瓷合格率。2-5-2砂眼浇注时型砂脱落造成铸件上出现的凹坑。小于2mm的砂眼可用半干底釉填补,2~5mm的砂眼或小断裂(并非冷隔)可用二氧化碳保护焊修补,有过大砂眼的铸件应列为废品。2-5-3鉄粒铸件表面或铸件内气泡壁上不大的金属颗粒。此部位在搪瓷烧成后容易产生针孔或气泡。鉄粒与整个铸件的显微结构不一样,容易造成瓷层断裂。前处理时必须用砂
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 火焰白狐
火焰白狐
本文标题:搪瓷工艺及品质要求
链接地址:https://www.777doc.com/doc-1298677 .html