您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 焊接工艺规程3187240142
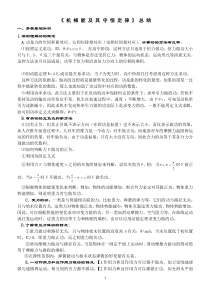
山东电建一公司金属结构厂焊接工艺过程卡规程编号:H01产品编号:LX02-01项目:压力容器制造编号:1用户:编制人:图纸编号:13-0182审核人:名称:汽供热联箱焊接工艺过程卡焊接材料汇总表母材焊条电弧焊(D)埋弧焊(M)气体保护焊焊条/规格烘干温度/时间焊丝/规格焊剂烘干温度/时间焊丝/规格保护气体纯度116MnRE5015350H10MnSiHJ431300H10MnSiAr99.99216MnR/20E4315350H10MnSiAr99.99316MnR/Q235AE4315350420/20E43032005Q235AE43032006焊接工艺规程版次版次阶段说明修改标记及处数编制人及日期审核人及日期备注A制造容器技术特性部位设计压力(Mpa)设计温度()试验压力(Mpa)工作介质焊缝系数容器类别备注桶体1.6350过热蒸汽0.85二焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理干接头名称桶体焊缝净并打磨出金属光泽,对口接头编号A1-A6B2-B4时留2-3mm的间隙,氩弧焊焊评编号H-0017打底保证根部熔合良好。焊工持证项目WS/D/M2清理焊渣,自检无缺陷后及预热温度无时用3.2的焊条焊接次层。层间温度无3清理焊渣,自检无缺陷后用焊后热处理无埋弧焊焊接。检验序号本厂锅检所第三方焊件材质适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度m/h气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WSH10MnSi2.5直反90-11012-14无2.5Ar8-1021DE50153.2110-13020-24无31MH10MnSi2.5800-85020-2430焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理接头名称手孔焊接干净并打磨出金属光泽,接头编号B1、B5对口时留2-3mm的间隙,焊评编号氩弧焊打底保证根部熔合焊工持证项目WS/D良好。预热温度无2清理焊渣,自检无缺陷后层间温度无及时用3.2的焊条焊接。焊后热处理无3清理焊渣,自检无缺陷后,检验序号本厂锅检所第三方用4的焊条盖面。焊接材质适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WS直反2.521D31D焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理接头名称干净并打磨出金属光泽,接头编号A1-A6B2-B4对口时留2-3mm的间隙,焊评编号氩弧焊打底保证根部熔合焊工持证项目WS/D/M良好。预热温度无2清理焊渣,自检无缺陷后层间温度无及时用3.2的焊条焊接。焊后热处理无3清理焊渣,自检无缺陷后,检验序号本厂锅检所第三方用埋弧焊焊接。焊件材质适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WS直反2.521D31M焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理接头名称桶体焊缝干净并打磨出金属光泽,接头编号A1-A6B2-B4对口时留2-3mm的间隙,焊评编号氩弧焊打底保证根部熔合焊工持证项目WS/D/M良好。预热温度无2清理焊渣,自检无缺陷后层间温度无及时用3.2的焊条焊接。焊后热处理无3清理焊渣,自检无缺陷后,检验序号本厂锅检所第三方用埋弧焊焊接。焊件材质适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WS直反2.521D31M焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理接头名称桶体焊缝干净并打磨出金属光泽,接头编号A1-A6B2-B4对口时留2-3mm的间隙,焊评编号氩弧焊打底保证根部熔合焊工持证项目WS/D/M良好。预热温度无2清理焊渣,自检无缺陷后层间温度无及时用3.2的焊条焊接。焊后热处理无3清理焊渣,自检无缺陷后,检验序号本厂锅检所第三方用埋弧焊焊接。焊接位置适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WS直反2.521D31M焊接工艺过程卡接头焊接工艺卡焊接顺序图号S13-01821焊接区域15mm内清理接头名称桶体焊缝干净并打磨出金属光泽,接头编号A1-A6B2-B4对口时留2-3mm的间隙,焊评编号氩弧焊打底保证根部熔合焊工持证项目WS/D/M良好。预热温度无2清理焊渣,自检无缺陷后层间温度无及时用3.2的焊条焊接。焊后热处理无3清理焊渣,自检无缺陷后,检验序号本厂锅检所第三方用埋弧焊焊接。焊接位置适用范围层道焊接方法焊材及尺寸电源极性焊接电流A电弧电压V焊接速度气体保护焊备注钨极直径mm气体成分气体流量l/min正面反面11WS直反2.521D31M
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 度风
度风
本文标题:焊接工艺规程3187240142
链接地址:https://www.777doc.com/doc-1300609 .html