您好,欢迎访问三七文档
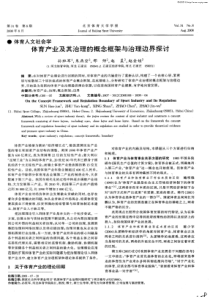
产品方案和生产规模1产品方案随着我国化学工业的发展,作为基本化工原料之一的甲醇产品,愈来愈显示出其重要性。本工程结合唐山市的化工发展方向以及原料焦炉气的特点,选择甲醇作为本项目的产品,质量指标符合精甲醇标准(GB338-92优等品)。甲醇项目的建成投产,将为工厂结合市场情况,继续开发后续产品提供原料基础。2建设规模本工程依据开滦股份公司200万t/年焦化工程所提供的焦炉气量,并结合甲醇工艺条件以及京津唐地区的甲醇供需状况,确定本装置的生产能力为25万吨/年,总产量为26.72万吨/年。3产品质量规格本工程甲醇产品质量能达到GB338-92优等品要求,外观为无色透明液体,无可见杂质,无特殊异臭气味,其他指标见表1。表1甲醇质量指标表(GB338-92)指标名称指标值优等品一等品合格品色度(Pt-Co)号≤5≤5≤10密度(20℃),(g/cm3)0.791~0.7920.791~0.7930.791~0.793温度范围(0℃,101325Pa),℃沸程(包括64.6±0.1℃),(℃)64.0~65.5≤0.864.0~65.5≤1.064.0~65.5≤1.5KMnO4试验,min≥50≥30≥20水溶性试验澄清澄清—水含量,(%)≤0.10≤0.15—酸度(以HCOOH计),(%)≤0.0015≤0.0030≤0.0050碱度(以NH3计),(%)≤0.0002≤0.0008≤0.0015羰基化合物含量(以CH2O计),(%)≤0.002≤0.005≤0.010蒸发残渣含量,(%)≤0.001≤0.003≤0.0054副产品本工程建有空分装置和脱碳装置,副产氮气、液氩和CO2气,作为产品外销。4.1氮气工业氮气:8000Nm3/h,纯度:≤10ppmO2。4.2液氩液氩:450Nm3/h,纯度:99.999%。4.3CO2脱碳装置生产的CO2一部分在工艺中自用,其余作为产品出售。CO2产品气:4505.5Nm3/h,纯度:99.9%(V)。4.4燃料气合成甲醇弛放气9586.7Nm3/h、储罐气319.3Nm3/h,其组成如下:表2燃料气组成成分气体COCO2H2N2CH4总计低热值(kcal/Nm3)弛放气21.856.2634.3828.429.081002323.2储罐气/55.93/13.9814.861001283.8用作本装置转化工段加热炉和热电站锅炉燃料,不外销。工艺技术方案1工艺技术方案的选择1.1原料路线确定的原则和依据合成甲醇所需的有效化学成份为H2、CO和CO2,通过转化能生成这三种组分的物质均可作为生产甲醇的原料。常用的原料有天然气、煤和石油。随着工业的发展,环保问题更引起人们的重视,一些工业尾气或副产气如焦炉气、合成氨弛放气、矿井瓦斯等含有甲烷或其他碳氢化合物的尾气,通过必要的转化处理也可作为合成甲醇的原料气。本项目利用焦化厂副产焦炉气生产甲醇,其中含有24~28%的CH4,通过纯氧-蒸汽转化,将CH4转化为CO、H2、CO2。由于转化后的气体组分尚不满足甲醇合成的要求,因此适当配入焦炭气化生成的CO使之满足合成反应要求。1.2国内外甲醇工艺技术概况随着甲醇工业的迅速发展,合成甲醇的技术也在不断改进、更新,目前世界上生产甲醇的方法主要有如下几种:(1)高压法该法已有70多年的生产历史,采用锌铬催化剂,反应温度为360~400℃,压力19.6~29.4MPa。该法优点是催化剂能耐硫、合成气脱硫要求不高,缺点是原料及动力消耗大,反应温度高,产品中有机杂质含量高,投资大,成本高,近年已基本被低压法取代。(2)低压法20世纪60年代发展了铜系催化剂,其活性高于锌铬系催化剂,可在较低温度(240~270℃)、较低压力(5.0~8.0MPa)下获得较高的甲醇收率,而且选择性好,改善了甲醇质量,降低了原料消耗。由于采用较低压设备降低了投资和动力消耗,因此已逐渐取代高压法,该法缺点是催化剂不耐硫,对原料气净化脱硫要求高。(3)中压法甲醇单系列装置大型化低压法的工艺管道和设备较庞大,所以适当提高反应压力(9.8~12MPa),仍采用铜系催化剂,反应温度也与低压法相同。该法保留了低压法的优点,但由于提高了反应压力,动力消耗相应增大。目前世界上的甲醇装置几乎都采用低压法或中压法。低压合成技术以英国ICI公司和德国Lurgi公司为代表。其主要差别是甲醇合成反应器和反应热的回收方式不同。我国甲醇工业的基础是50年代初从原苏联引进的一批高压法生产装置,规模较小,技术落后,原材料消耗高,成本高。70年代后期四川维尼纶厂采用英国ICI技术建成9.5万吨/年精甲醇装置,山东齐鲁二化肥采用德国Lurgi技术建成10万吨/年精甲醇装置,结束了我国没有低压甲醇装置的局面,但当时合成催化剂需进口。80年代我国开发出低压合成甲醇工艺及铜系催化剂,还有低压合成反应器,并首先在四川泸天化建成一套6000吨/年的工业示范装置,以后分别在陕西、江苏等地建成多套1~20万吨/年的低压甲醇装置。目前,我国的低压甲醇技术日趋成熟,铜系催化剂性能不断提高,设备设计及材料供应加工均可立足国内。1.3工艺技术方案的比较工艺技术中主要关键环节有:焦炉气净化、转化、CO制备及净化、甲醇合成及甲醇精馏等五部分。1.3.1原料气净化甲醇合成催化剂、焦炉气转化催化剂易受原料气中硫化物的毒害而失活,必须将原料气中的硫化物除净。工业上脱硫方法可分为湿法与干法两大类。(1)湿法脱硫可分为物理吸收法、化学吸收法与直接氧化法三类。目前广泛采用且性能较好的脱硫方法有PDS法、改良ADA法、栲胶法、茶灰法、MSQ法、改良对苯二酚法、RCA法。a.PDS法该法所需催化剂浓度低,消耗少,运行经济,催化剂无毒,使用方便,脱硫效果H2S≥90%,有机硫40~50%,可用于半水煤气变换气、天然气、甲醇合成气、焦炉气的脱硫。b.改良ADA法该法优点是技术成熟,过程完善,规范化程度高,技术经济指标好,缺点是脱硫塔填料易被硫磺堵塞。c.栲胶法栲胶法资源丰富,价廉易得,具有改良ADA法的优点,无堵塔现象,运行费用比改良ADA法低,缺点是脱硫液的制备过程较复杂。广西化工研究所开发的KCA脱硫剂,性能与栲胶类似,使用时可直接加入系统,脱硫费用低。(2)干法脱硫主要有氧化铁法、锰矿法、活性炭法、钴-钼加氢法、氧化锌法等。a.氧化铁法优点:原料来源广泛,价格便宜,常温下可操作,脱硫剂硫容较大。缺点:主要脱除H2S,不能脱除有机硫,脱硫精度有限(到1ppm)。b.锰矿法优点:原料价廉,易得,脱有机硫是先将有机硫转化为H2S,再被吸收。缺点:脱硫效率约为90%,净化度较低,寿命短,不能再生,易产生副反应,需配合其他脱硫剂。c.活性炭法优点:能脱除H2S及大部分有机硫化物,能在常温操作,净化度高,空速大,可再生。缺点:价较高,硫容较低,再生能耗高。d.钴-钼加氢法钴-钼加氢法是转化-吸收法的一种,再结合氧化锌法,将气体中的有机硫化物转化为硫化氢,再用氧化锌法脱除。加氢催化剂可再生,但不能用于含CO、CO2等易于发生羰基化副反应的场合(如焦炉气、水煤气等)。e.氧化锌法优点:能脱除H2S及除噻吩以外的有机硫化物、净化度高,工作硫容达20%,操作简单。缺点:价贵、废脱硫剂不能再生,宜作最终脱硫把关。1.3.2焦炉气转化甲醇合成气的理想组成为(H2-CO2)/(CO+CO2)=2.05~2.1,CO2含量3~5%,情性气体含量尽量低。焦炉气中氢气含量高,CO和CO2含量低,甲烷必须转化成CO、H2、CO2后才能进行反应。焦炉气转化制甲醇合成气有两种方案。(1)方案I:蒸汽转化并补充CO通过蒸汽转化将焦炉气中甲烷转化为H2、CO、CO2,但是该合成气中氢含量大大过剩,(H2-CO2)/(CO+CO2)=3.88,比例严重失调,一般需向合成气中补充碳源,即掺入碳多氢少的水煤气,掺入量较大,投资较高,优点是不用空分制氧装置。(2)方案II:纯氧-蒸汽转化通过部分焦炉气的燃烧提供转化所需热量,同时燃烧后的碳源没有外排而进入合成原料气中,生成合成气(H2-CO2)/(CO+CO2)=2.7,虽达不到理想比例,可通过补充焦炭气化生成的CO使合成气达到理想比例。缺点是要设深冷空分制氧装置,增加投资和电耗。1.3.3甲醇合成有关高压法、低压法、中压法的比较见4.1.2。1.3.4甲醇精馏有二塔精馏和三塔精馏两种流程。(1)二塔流程是先在预蒸馏塔中蒸出粗甲醇中溶解的气体及低佛点杂质,然后在主蒸馏塔中蒸出合格的产品甲醇,适用于较小规模的装置。(2)三塔流程是将主蒸馏塔一分为二,第一塔为加压操作,第二塔为常压操作,用第一塔塔顶汽相的冷凝潜热作为第二塔常压塔釜再沸器的热源,实现常压塔不需外供热源,从而降低能耗,适用于10万吨以上的装置。1.4工艺方案选择1.4.1焦炉气净化及压缩焦炉气转化工段对焦炉气中硫含量要求较高,从焦化厂来的净焦炉气需再经脱硫工序。本报告选择的脱硫方案为氧化铁常温脱除无机硫、铁-钼加氢中温转化有机硫,配氧化锰中温脱除转化后生成的无机硫,最后用中温氧化锌把关,将总硫脱至0.1ppm,保证对转化触媒和甲醇合成触媒的有效保护。经精脱硫的净化焦炉气经离心式压缩机压缩至2.1MPa,送至转化炉。1.4.2焦炉气转化及脱碳本方案推荐采用纯氧-蒸汽转化法。采用圆筒式转化炉,内衬耐火材料,外加润滑油夹套,炉内装有转化催化剂。焦炉气转化后的脱碳气经MEDA工段脱碳后与净化后的CO气体混合,保证合成气总硫0.1ppm。1.4.3CO制备焦炉气转化气中的H2/CO比例不能满足甲醇合成对原料气的要求,所以采用CO造气炉制备CO,补充合成气中碳的不足,以符合甲醇合成工艺的要求。生成的CO气体再经精脱硫,保证其中的总硫含量0.1ppm,然后经离心式压缩机压缩至2.1MPa与转化后的脱碳气混合去甲醇合成。1.4.4合成气压缩混合后的合成气压力约为1.7MPa,为节省能耗,推荐采用蒸汽驱动的离心式压缩机将混合气体加压到合成甲醇所需压力(5.3MPa)。离心式压缩机为联合式,即同时给循环气体和混合气体加压。1.4.5甲醇合成合成气(主要成分为H2、CO和CO2)在铜基催化剂作用下,进行下列合成甲醇的化学反应:CO+2H2=CH3OH+Q1CO2+3H2=CH3OH+H2O+Q2推荐采用NC-306低压甲醇合成催化剂,反应器为副产中压蒸汽的管壳式低压合成反应器,合成压力5.3MPa,反应温度190-260℃。1.4.6甲醇精馏推荐采用三塔精馏流程,先在预蒸馏塔内将溶解在粗甲醇中的气体及低沸点杂质蒸出,再在加压精馏塔和常压精馏塔内分离重组分,从塔顶出合格的精甲醇产品。2工艺流程简述、消耗定额和主要设备本装置工艺流程示意图见附图。主要包括焦炉气净化及压缩、纯氧-蒸汽转化、转化气脱碳、空分制氧、CO制备及净化、合成气压缩、甲醇合成、甲醇精馏等生产工序,现分述如下。2.1焦炉气除焦及精脱硫由煤气净化车间来的焦炉气经气柜缓冲送电捕焦油器除尘,再经罗茨风机加压至49.0Kpa后进入氧化铁脱硫槽,将焦炉气中无机硫降至小于10ppm后,经转化装置的加热炉升温到300~350℃。提温后的气体经铁钼转化器,将气体中的有机硫转化为无机硫,同时气体中的氧与氢反应生成水。加氢转化后的气体含无机硫约160mg/Nm3,进入氧化锰脱硫槽,脱去绝大部分的无机硫,之后经过中温氧化锌脱硫槽把关,使气体中的总硫达到0.1ppm,出氧化锌脱硫槽的焦炉气经蒸汽透平离心压缩机升压至2.1MPa,送往转化装置。表1焦炉气除焦及精脱硫消耗定额、消耗量(以吨甲醇计)序号名称规格单位消耗定额小时耗量年耗量1焦炉气Nm31864622504.98×1082氧化铁脱硫剂TG-1Kg1.8060.184814503铁钼加氢催化剂T202Kg0.0923.06245104锰矿Kg1.9765.925273205氧化锌脱硫剂KT-3Kg0.0371.2499606电380V/6000VKWh52.4017501.40×1077仪表空气0.7MPa露点40℃Nm31.550.14.01×1058循环
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 gennes
gennes
本文标题:甲醇工艺方案
链接地址:https://www.777doc.com/doc-1300837 .html