您好,欢迎访问三七文档
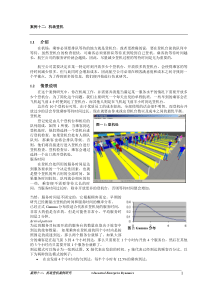
第7章金属制造工艺第7章金属制造工艺7.1铸造7.2压力加工7.3焊接7.4切削加工第7章金属制造工艺7.1铸造7.1.11.金属或合金的流动性是指液态金属或合金自身的流动能力。流动性良好的金属或合金能铸造出薄而复杂的铸件,利于铸件的补缩以及气体和非金属夹杂物的上浮和逸出。反之,铸件上易出现浇不足、冷隔、气孔、夹渣和缩孔等缺陷。金属或合金的种类、成分、结晶特征、粘度及结晶潜热等都对金属或合金流动性有影响,如金属或合金的种类不同,其流动性也不同。对一些常用铸造合金的流动性值进行试验,得知铸铁的流动性最好,铝硅合金的次之,铸钢的最差。第7章金属制造工艺2.随着温度的降低,浇入铸型的金属液将发生凝固,并伴随着收缩过程。铸造金属或合金的收缩是指从浇入铸型、凝固和直至冷却到室温的过程中,其体积或尺寸的缩减现象。金属或合金的收缩是一种物理属性,是形成缩孔、缩松、变形和裂纹等缺陷的根本原因。铸造金属或合金从浇注到冷至室温要经历三个收缩阶段,即液态收缩、凝固收缩和固态收缩。液态收缩和凝固收缩主要表现为铸件体积上的缩减,它们是铸件产生缩孔和缩松的基本原因。固态收缩主要表现为铸件各方向尺寸上的缩小,它是铸件产生应力和裂纹的基本原因。第7章金属制造工艺7.1.21.(1)湿型:向石英砂中加入适量的粘土和水分,混制而成的型砂称为湿型砂。用湿型砂舂实,浇注前不烘干的砂型称为湿型。铝合金、镁合金及小型铸铁件的生产常使用湿型。湿型的优点是:①它可使铸件生产周期缩短,生产率提高;②由于不必烘干及不需要相应的烘干装置,故湿型可节省投资及能源消耗;③易于实现机械化和自动化,比干型生产劳动条件好。湿型水分高,强度低,因此对于质量要求高。厚壁中、大型铸件不宜采用,特别适合于机械化、自动化生产。第7章金属制造工艺(2)干型:经过烘干的砂型称为干型。烘干后增加了强度和透气性,显著降低发气性,大大减少了由于铸型方面的原因而产生的气孔、砂眼、胀砂、夹砂等缺陷。干型的缺点是生产周期长,需要烘干设备,增加燃料消耗,恶化劳动条件,难于实现机械化和自动化。干型主要用于质量要求高,结构复杂,单件、小批量生产的中大型铸件。(3)表面干型:铸型表面仅有一层很薄的型砂被干燥(干燥层一般为15~20mm),铸型其余部分仍然是湿的,故称表面干型。表面干型介于湿型和干型之间,既有湿型的优点,又有湿型达不到的性能。表面干型常用于生产中、大型铝铸件和铸铁件。第7章金属制造工艺(4)化学硬化砂型(自硬砂型):铸型靠型砂自身的化学反应而硬化,一般不需烘干,或只经低温烘烤。优点是强度高,节约能源、效率高。但成本较高,有的易产生粘砂等缺陷。化学硬化砂型目前用得较多的有用水玻璃作粘结剂的水玻璃砂型,以及用合成树脂作粘结剂的树脂砂型等。化学硬化砂型对于各种铸件均可采用。第7章金属制造工艺2.砂型铸造的工艺流程砂型铸造的生产工序主要包括:制模、配砂、造型、造芯、合型、熔炼、浇注、落砂、清理和检验。例如,套筒铸件的生产过程如图7-1所示。(1)造型(芯)。制造砂型的工艺过程叫做造型;制造砂芯的工艺过程叫做制芯,也叫造芯。造型和造芯是铸造生产中最重要的工艺过程之一。选择合适的造型(芯)方法和正确地进行造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。造型(芯)方法按机械化程度可分为手工造型(芯)和机器造型(芯)两大类。第7章金属制造工艺图7-1套筒铸件的生产过程第7章金属制造工艺①手工造型(芯)是指用手工完成紧砂、起模、修整及合箱等主要操作的造型(芯)过程。手工造型(芯)是一种最基本的造型方法,造型工艺适应范围广泛,质量一般能够满足工艺要求,适合单件、小批量生产。但手工造型(芯)劳动强度大,生产率低,铸件质量不易稳定。手工造型方法很多,如模样造型、刮板造型、地坑造型等,各种造型方法有不同的特点和应用范围。②机器造型(芯)是指用机器全部地完成或至少完成紧砂操作的造型工序。和手工造型相比,机器造型的生产率高、质量稳定、工人劳动强度低。但设备和工艺装备费用高,生产准备时间长,一般只适用于一个分型面的两箱造型。机器造型(芯)适用于大量和批量生产。第7章金属制造工艺(2)型(芯)砂的紧实。型砂需要紧实才能成为整体的砂型。型砂的紧实程度影响着铸型的强度和透气性,紧实度越大,铸型强度越大,透气性越差。故铸造生产中对铸型的紧实度提出了较高的要求,一是要求铸型紧实度均匀,二是要努力提高紧实度。第7章金属制造工艺(3)砂型(芯)的烘干。大型、重型以及质量要求高的铸件,普通砂型和砂芯均需经过烘干,以除去水分,提高强度和透气性,减少发气量,使铸件不易产生气孔、砂眼、夹砂和粘砂等缺陷,从而保证铸件的质量。砂型和砂芯是多孔性物体,对其烘干即水分的去除大致可分为两步进行:表面水分的蒸发和内部水分的迁移(扩散)。烘干方法有表面烘干和整体烘干两种。表面烘干是为了缩短生产周期,减少燃料能源消耗,以及有利于组织流水作业。在达到质量要求的条件下,应尽量应用表面烘干。一般大型和较重要的砂型和砂芯都要进行整体烘干。第7章金属制造工艺(4)合箱。合箱就是把砂型和砂芯按要求组合在一起成为铸型的过程,习惯上也称拼箱、配箱或扣箱。铸型的合箱是制备铸型的最后工序,也是铸造生产的重要环节。如果合箱质量不高,铸件的形状、尺寸和表面质量就得不到保证;甚至还会由于编芯、错箱、抬箱、跑火等原因而使铸件报废。(5)浇注。浇注前应做好浇注准备工作。由于浇注温度对铸件质量影响很大,因此应根据合金种类、铸件结构和铸型特点确定合理的浇注温度范围。为了获得合格的铸件,必须控制浇注温度、浇注速度,严格遵守浇注操作规程。第7章金属制造工艺(6)铸件的落砂与清理。浇注完毕,铸件凝固以后,还必须进行落砂、清理、表面处理等工作,才能得到合格的铸件。铸件凝固冷却到一定温度后,把铸件从砂箱中取出,去掉铸件表面及内腔中的型砂和芯砂的工艺过程称为落砂,落砂通常分为人工落砂和机械落砂两种。人工落砂是在浇注场地人工就地落砂。人工用大锤、钢钎或者风锤敲击砂箱和捅落型砂,不得用锤子直接敲击砂箱中部和铸件本体,免得损坏砂箱和铸件。人工落砂劳动条件差,生产率低,用于单件、小批量生产的非机械化铸工车间。机械落砂是把铸件放在震动落砂机上进行震动,使砂子下落。机械落砂效率高,但机械易损坏,维修调整困难,而且噪音大。第7章金属制造工艺(7)铸件表面处理。有些铸件经过上述处理以后,还需进行表面处理。如镁合金铸件在吹砂后需进行表面氧化处理,在表面生成一层致密而又有保护作用的薄膜,防止或减轻镁合金在使用过程中产生腐蚀。铸铁件、铸钢件在检验合格入库前,还须涂上底漆,以防生锈,并作为进一步油漆的基底。第7章金属制造工艺3.铸件质量包括铸件内在质量、外在质量、使用质量等几个方面。铸件质量的具体要求,一般在零件图和有关技术文件中都有明确规定。为了保证铸件质量,在铸造生产的各个环节,特别是清理后,都要进行质量检验。凡是有缺陷的铸件,经修补后能满足要求,不影响使用者均应进行修补。第7章金属制造工艺7.2压力加工7.2.1自由锻是利用冲击力或压力使金属在上下两个抵铁之间产生塑性变形,从而得到所需锻件的锻造方法。金属坯料在抵铁间受力变形时,除打击方向外,朝其他方向的流动基本不受限制,锻件形状和尺寸由锻工的操作技术来保证。自由锻分手工锻造和机器锻造两种。手工锻造只能生产小型锻件,生产率也较低。机器锻造则是自由锻的主要生产方法。自由锻所用的工具简单,具有较大的通用性,应用较为广泛。第7章金属制造工艺自由锻生产中进行的工序很多,可分为基本工序、辅助工序及精整工序三大类。自由锻的基本工序是使金属坯料产生一定程度的塑性变形,以达到所需形状和尺寸的工艺过程,如墩粗、拔长、弯曲、冲孔、切割、扭转和错移等。辅助工序是为基本工序操作方便而进行的预先变形工序,如压钳口、压钢锭棱边、切肩等。精整工序是用以减少锻件表面缺陷而进行的工序,如清除锻件表面凸凹不平及整形等,一般在终锻温度以下进行。第7章金属制造工艺自由锻造的工序,是根据工序特点和锻件形状来确定的。一般情况下,盘类锻件常选用镦粗(或拔长及镦粗)、冲孔等工序;轴类锻件常选用拔长(或镦粗及拔长)、切肩和锻台阶工序;筒类锻件选用镦粗(或拔长及镦粗)、冲孔、在心轴上拔长等工序;环类锻件选用镦粗(或拔长及镦粗)、冲孔、在心轴上扩孔等工序;曲轴类锻件选用拔长(或镦粗及拔长)、错移、锻台阶、扭转等工序;弯曲类锻件选用拔长、弯曲工序。自由锻生产还必须遵循工艺规程来进行。第7章金属制造工艺7.2.2模锻是在高强度金属锻模上预先制出与锻件形状一致的模膛,使坯料在模膛内受压变形的锻造方法。在变形过程中由于模膛对金属坯料流动的限制,因而锻造终了时能得到和模膛形状相符的锻件。与自由锻比较,(1)生产率较高。自由锻时,金属的变形是在上、下两个抵铁间进行的,难以控制。模锻时,金属的变形是在模膛内进行的,故能较快获得所需形状。(2)模锻件尺寸精确,加工余量小。第7章金属制造工艺(3)模锻可以锻造出形状比较复杂的锻件。若用自由锻来生产,则必须加大敷料来简化形状。(4)模锻生产比自由锻生产节省金属材料,减少切削加工工作量。在批量足够的条件下能降低零件成本。模锻按使用的设备不同分为:锤上模锻、胎模锻、压力机上模锻等。模锻生产由于受模锻设备吨位的限制,模锻件不能太大,模锻件质量一般在150kg以下。又由于制造锻模成本很高,所以模锻不适合于小批和单件生产。模锻生产适合于小型锻件的大批大量生产。第7章金属制造工艺7.2.3板料冲压是利用冲模使板料产生分离或成形的加工方法。这种加工方法通常是在冷态下进行的,所以又叫冷冲压。只有当板料厚度超过8~10mm时,才采用热冲压。冷冲压广泛地应用在一切有关制造金属制品的工业部门中,特别是汽车、航空、电器等工业中,板料冲压占有极其重要的地位。第7章金属制造工艺(1)可以冲压出形状复杂的零件,废料较少。(2)产品具有足够高的精度和较低的表面粗糙度,互换性能好。(3)能获得质量轻、材料消耗少、强度和刚度较高的零件。(4)冲压操作简单,工艺过程便于机械化和自动化,生产率很高,零件成本低。第7章金属制造工艺板料冲压所用的原材料,特别是制造中空杯状和钩环状等成品时,必须具有足够的塑性。常用的金属材料有低碳钢、铜合金、铝合金、镁合金及塑性高的合金钢等。冲压生产中常用的设备是剪床和冲床。剪床用来把板料剪切成一定宽度的条料,以供下一步的冲压工序用。冲床用来实现冲压工序,制成所需形状和尺寸的成品零件。冲床最大吨位可达40000kt以上。第7章金属制造工艺冲压生产有很多种工序,其基本工序有分离工序和变形工序两大类。分离工序是使坯料的一部分与另一部分相互分离的工序,如落料、冲孔、切断、修整等。变形工序是使坯料的一部分相对于另一部分产生位移而不破裂的工序,如拉深、弯曲、翻边、胀形等。冲压模具简称冲模,是冲压生产中必不可少的模具,冲模结构的合理与否对冲压件的质量、冲压生产的效率及模具寿命等都有很大的影响。冲模基本上可分为简单模、连续模和复合模三种。但冲模制造复杂,只有在大批量生产条件下,这种加工方法的优越性才显得更为突出。第7章金属制造工艺7.3焊接7.3.1手工电弧焊是电弧焊中的一种。手工电弧焊是利用电弧放电时产生的热量(温度高达3600℃)来熔化母材金属和焊条,从而获得牢固接头的焊接过程。手工电弧焊设备简单,使用灵活、方便,适用于任意空间位置的焊接;但生产率低,劳动强度大,焊接质量决定于焊工的技术水平。第7章金属制造工艺图7-2手工电弧焊第7章金属制造工艺1.手弧焊的焊接过程如图7-2所示。将工件和焊钳分别接到电焊机的两个电极上,并用焊钳夹持焊条。焊接时,先将焊条与工件瞬时接触,然后将焊条提到一定的距离(2~4mm),于是在焊条端部与工件之间便产生了明亮的电弧。电弧热将工件接头处和焊条熔化形成熔池。随着焊条的向前移动,新的熔池不断产生,旧熔池不断冷却凝固,从而形成连续的焊缝,使工件牢固地连接在一起。第7章金属制造工艺2.1)弧焊变压器实际上是一种特殊的降压变压器,如图7-3所示。它将220V或380V的电
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 qyshfhy001
qyshfhy001
本文标题:第7章金属制造工艺
链接地址:https://www.777doc.com/doc-1301287 .html