您好,欢迎访问三七文档
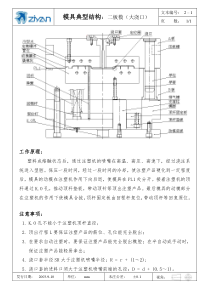
1.罗拉的零件外形,结构特点,及加工工艺罗拉是纺织机械中起喂给、牵伸、输出等作用的圆柱形回转零件,是英语词“roller”的音译,有辊和轴的含义。广泛用于牵伸、梳理、输送等机构。按所起的作用分为牵伸罗拉、喂给罗拉、紧压罗拉、工作罗拉等。牵伸罗拉是纺纱机牵伸机构的主要零件,由上罗拉和下罗拉成对组成罗拉拑口,握持纱条进行牵伸。罗拉的质量影响输出纱条的均匀度。在不加说明时,通常提到的罗拉即指牵伸下罗拉,它是外圆有沟槽、滚花、或光滑表面的钢制细长轴,常沿纺纱机的全长将若干根单节联接成整列,由传动机构积极传动。它的主要技术特征是:①直径应与所纺纤维的长度、上罗拉加压、罗拉的轴承距相适应,有足够的抗弯和抗扭刚度。②具有正确的沟槽齿形和符合规定的表面光洁度,能有效握持纤维又不致损伤或钩住纤维。③具有较高的制造精度,有互换性,以保证纺纱质量,减少因罗拉偏心,弯曲等机械因素造成纱条不匀。④表面耐磨而中心坚韧,常用20号钢渗碳淬硬或45号钢淬硬,也有用铬钼钢制造的,有时还要进行耐腐蚀、防锈等表面处理。沟槽罗拉的断面规定为具有梯形沟槽的齿轮形状。断面参数包括沟槽角α、沟槽深h、节距t、齿顶宽b以及罗拉外径和齿数。齿顶宽是与上罗拉接触的部位,齿顶太窄容易损伤上罗拉和纤维,齿顶太宽则握持力降低。滚花罗拉又称皮圈罗拉,断面是等分的夹角齿轮形状,圆柱表面是均匀分布的菱形凸块,要求能避免皮圈打滑,但又不损伤皮圈。按装配机台沟槽罗拉又分并条、粗纱、细纱三大类。并条罗拉的齿顶宽、沟槽底宽、节距、沟槽角均比粗纱、细纱罗拉为大,细纱罗拉的齿形相对较细较密。沟槽罗拉轴向的齿形方向有直齿、斜齿、人字齿三种。斜齿罗拉和上罗拉的接触点分布均匀,使上罗拉回转平稳。人字齿罗拉相邻沟槽的齿形方向相反、角度相等,有利于上下罗拉的平行。除并条罗拉以外,粗纱和细纱罗拉都是以4锭、6锭、或8锭为一节,再逐节联接。罗拉接头方式有螺纹联接、双头螺栓联接、多槽键联接以及早期的方榫联接等。螺纹旋向有左旋和右旋。联接方式的选择应考虑罗拉正常旋转时螺旋愈旋愈紧的原则。罗拉轴承可以分滑动轴承和滚动轴承两类。滑动轴承又分可脱卸的轴瓦式和固定镶嵌的轴衬式。材料有铸青铜、铁基或铜基含油衬、尼龙或酚醛层压板等。纺纱机械上所用的上罗拉,大多是表面包覆弹性物的,俗称皮辊。也有表面光滑的,称铁辊或轻质辊,个别机器也采用沟槽罗拉。皮辊的表面包覆丁腈橡胶的称为丁腈皮辊。上罗拉通常都由下罗拉摩擦传动,少数也有用齿轮传动的。喂入牵伸机构的纱条具有一定的厚度,为了能均匀地握持纤维,又不损伤纤维,上罗拉需包覆富有弹性的材料。这种弹性包覆物统称为皮壳(或胶管)。皮壳在压力的作用下产生压缩性变形,使皮辊与罗拉的实际握持拑口不是一条线,而是一个面,形成控制纤维运动的摩擦力场。皮辊由皮辊芯、皮辊铁(钢)壳,轴承和皮壳组成。棉纺并条机等设备上用的皮辊,用胶管套在皮辊芯上,也有的将丁腈橡胶直接浇注在皮辊芯上,支承在两端轴承处。棉、毛等纺纱机上用的皮辊每两锭成一套,皮壳套在两边的皮辊铁壳上,支承在皮辊芯的中间。为增强铁壳与皮壳之间的结合力,铁壳表面有沟槽。皮辊用的轴承有滑动轴承和滚动轴承两种。皮辊的规格、种类很多,直径精度和表面光洁度要求较高,表面须经磨削加工。丁腈皮壳具有硬度和厚度均匀、无接头、富有弹性、在重加压下不易产生永久压缩变形、耐磨、价格便宜以及可以用不同的配方获得不同的性能,来适应各种工艺需要等优点,20世纪50年代以来已代替了用天然皮革和软木等做的皮壳。胶管用套或胶粘的办法装配在铁壳上。用机械或气压使胶壳内径胀大后套在铁壳上的,称为套皮辊。用胶粘剂把胶管和铁壳胶牢,可以避免在重加压下运转时胶管从铁壳上滑脱下来。也可以把丁腈橡胶直接梳化在薄壁合金管上,再压配在铁壳上做成丁腈皮辊,装配方便,能承受重加压,使用寿命较长。皮辊的表面处理很重要,目的在于获得需要的摩擦系数值。摩擦系统太小,握持力不足,牵伸过程不能正常进行;摩擦系数太大,纤维或整根须条容易绕到皮辊上,造成断头或纱疵。须条绕在皮辊上的现象称为绕皮辊。皮辊的表面处理方法有酸处理和涂料两类。使用渗透性的合成涂料,既能充分发挥橡胶弹性,又能防止绕皮辊,耐久性也好。皮辊与纤维摩擦产生静电,也是绕皮辊的原因。在胶管配方中加入高分子电解质或抗静电剂和使用合适的表面涂料可防止静电的积聚。皮辊使用日久后,产生中凹、偏心、大小头、同一套上两只皮辊直径不一致、表面微细龟裂、表面处理层剥落或失效等,都需要进行回磨,经表面重新处理后方可再用。尽管有各种不同的罗拉辊类零件,但是他们的加工工艺及其工装设计是有共同点的,他们都属于轴类零件的加工。从加工工艺上分析,轴加工精度的保证主要是靠技术员的工艺制定,机床的自身精度,以及各种加工刀具的精度等。传统的车床车削是依靠人工进行的,不仅费时费力,效率低下,而且要求操作人员有教高的技能,操作人员稍有失误,就会对刀具及其零件造成破坏。多数情况下依靠手工车床车出来的罗拉精度并不能得到保证。目前,国内各种机械产品展览会上已经展出了各种型号的罗拉产品。在毕业实习以及多次工厂的参观过程中,我发现在郑纺机中都是中有和我课题一样的罗拉加工车床。虽然是人工造作而不是数控车床。在加工精度比较高的地方,需要操作工人有较高的技术及其经验,这样就对操作工人有较高的技术要求。目前国内对罗拉的需求还是非常大的,竞争也非常激烈。企业如何在激烈的竞争中生存,很大程度取决于企业的产品质量。从罗拉加工过程来看,加工工艺及其工装设计的好坏起着决定性的作用。因此我们一定要在罗拉的加工工艺及其工装设计上进行深入的研究。下图就是罗拉的零件图:2.罗拉零件的加工工艺由以上分析可知,罗拉这种零件并不是一种单纯的轴类零件,它需要经过轴类零件的加工过程后,继续对轴进行包覆,焊接等等的加工过程,最后才能成为罗拉零件。因此,必须要先对轴类零件进行机械加工工艺分析:机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。制订工艺规程的步骤1)分析零件图及产品装配图,对零件进行工艺分析。2)选择毛坯。3)拟订工艺路线。4)确定各工序的加工余量,计算工序尺寸及公差。5)确定各工序所用的设备及刀具、夹具、量具和辅助工具。6)确定切削用量及工时定额。7)确定各主要工序的技术要求及检验方法。8)填写工艺文件。在制订工艺规程的过程中,往往要对前面已初步确定的内容进行调整,以提高经济效益。在执行工艺规程过程中,可能会出现前所未料的情况,如生产条件的变化,新技术、新工艺的引进,新材料、先进设备的应用等,都要求及时对工艺规程进行修订和完善。轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。罗拉零件就可以定位为轴类零件中的阶梯轴,它是由阶梯轴头和钢管以及包复扳三部分零件组装在一起的,其中的轴头就是典型的阶梯轴。2.1下面对轴头进行加工过程的工艺分析2.1.1轴类零件的毛坯轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。中小批生产多采用自由锻,大批大量生产时采用模锻。该罗拉零件的材料为45钢,故选45钢就可满足其要求。根据其尺寸,可选择毛坯为Ø120×150的45号圆钢。2.1.2确定主要表面的加工方法罗拉零件的轴头大都是回转表面,主要采用车削与外圆磨削成型。由于该零件的轴头公差等级与表面粗糙度由车削就可以达到精度要求,因此用车削就能够完成加工过程。外圆表面加工方案为:粗车——半精车——精车。2.1.3确定定位基准合理的选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。对于罗拉轴头的加工应选择两端的中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。粗基准采用热轧圆钢的毛坯外圆。中心孔加工采用三爪自定心卡盘装夹热轧圆钢的毛坯外圆,车端面、钻中心孔。但必须注意,一般不能用毛坯外圆夹两次钻两端中心孔,而应该以毛坯外圆作粗基准,先加工一个端面,钻中心孔,车出一段外圆,然后以已车过的外圆作基准,用三爪自定心卡盘装夹,车另一端面,钻中心孔。如此加工中心孔,才能保证两中心孔同轴。2.1.4热处理工序安排轴的热处理要根据其材料和使用要求确定。对于罗拉零件的轴头,要求是调质处理,并安排在粗车个外圆以后,半精车各外圆之前。总上所述,罗拉轴头工艺路线如下:下料——车两端面,钻中心孔——粗车各外圆——调质——半精车各外圆,倒角——钻孔——铣键槽——精车——去毛刺——校验入库。通过上面的工艺路线的确定,确定出了如下的轴头一的加工工艺过程:机械加工工艺过程卡片材料牌号工序号工名序称毛坯种类CA6140零件型号图号车床产品名称零件名称Ø120×150工每毛坯件数艺装产品轴头1共页第1页1备每台件数工45钢工歩名称内圆钢毛坯外形尺寸1时工容序设备夹具刀具量具准终单件1下料2车削1Ø120mm×150mm三爪自定心卡盘夹持工件车床三爪毛坯外圆一端卡盘车端面见平CA6140YT590°偏刀23钻中心孔粗车外圆保证尺寸Ø115mm三爪自定心卡盘夹持工件毛坯外圆另一端车端面见平保证总长145mm钻中心孔粗车外圆保证尺寸Ø113mm三爪自定心卡盘夹持工件毛坯外圆另一端用尾座顶尖顶住中心孔粗车台阶面外圆保证尺寸Ø46mm,长74mm粗车台阶面外圆保证尺寸Ø36mm,长23mm调质处理220~240HBS三爪自定心卡盘夹持Ø46mm一端用尾座顶尖顶住中心孔半精车Ø113mm外圆至Ø112.5mm倒外角1×45°三爪自定心卡盘夹持Ø112.5mm一端用尾座顶尖顶住中心孔半精车Ø46mm台阶面至Ø45.5mm半精车Ø36mm台阶面至Ø35.5mm倒外角1.5×45°4车1削23中心钻Ø2mmYT545°游标卡外圆车尺刀34车1削23YT590°偏刀中心钻Ø2mmYT545°外圆车刀4YT545°外圆车刀4热5处理车61削2347车1削2345倒角刀YT545°外圆车刀倒角刀68车1削239车1削234去1毛0刺检1验1入库车Ø33mm长为1.7mm的环槽,距轴端3.3mm三爪自定心卡盘夹持Ø45.5mm一端用尾座顶尖顶住中心孔精车Ø112.5mm至Ø112mm三爪自定心卡盘夹持Ø112mm一端用尾座顶尖顶住中心孔精车Ø45.5mm台阶面至Ø45mm精车Ø35.5mm台阶面至Ø35mm切槽刀YT545°外圆车刀YT545°外圆车刀设计校对审核标准化会签(日期)(日期)(日期)(日期)(日期)更改文件号更改文件号标处记数签日标处记数签日字期字期轴头二的加工工艺卡如下:机械加工工艺CA6140零件型号图号车床产品过程卡片材料牌号工序号工名序称产品名称毛坯外形尺寸Ø120×280工零件名称每毛坯件数艺装轴头2共页第1页1备每台件数工45钢工歩名称内毛坯种类圆钢1时工容序设备夹具刀具量具准终单件1下料2车削1Ø120mm×290mm三爪自定心卡盘夹持工件车床三爪毛坯外圆一端卡盘车端面见平钻中心孔粗车外圆保证尺寸Ø115mm三爪自定心卡盘夹持工件毛坯外圆另一端车端面见平保证总长270mm钻中心孔粗车外圆保证尺寸Ø113mm三爪自定心卡盘夹持工件毛坯外圆另一端用尾座顶尖顶住中心孔粗车台阶面外圆保证尺寸Ø46mm,长190mm粗车台阶面外圆保证尺寸Ø36mm,长139mm粗车台阶面外圆保证尺寸Ø31mm,长98mmYT545°外
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 zhang1124sky
zhang1124sky
本文标题:罗拉的设计工艺总结
链接地址:https://www.777doc.com/doc-1301711 .html