您好,欢迎访问三七文档
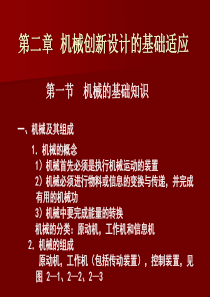
1铆接工艺规范一、目的为加强公司的质量管理,完善焊接工艺,提高焊接质量,为顾客提供优质的产品质量,最终提高公司产品的质量和顾客满意度,根据工艺规范及相关标准制定本规范。二、范围本规范适用于本公司所有的焊接过程三、内容3.1备料3.1.1备料需求矩形管表面无锈蚀,两端无毛刺,无铁屑,发现问题及时反馈上道工序进行整改,后按《车间内部索赔考核制度》处理;3.1.2备料要求矩形管长度误差-2mm,角度误差-1°,超出范围禁止使用;3.1.3备料要求冲压件必须校平尤其是平板类冲压件,长度误差-2mm,超出范围禁止使用;3.1.4如有些件需要现场气割时,要求操作工对气割件按要求进行划线处理后再进行气割,气割公差-1mm,气割后将气割处段面打磨平整;3.1.5如有些件带弧度需要用样板对弧度进行验证,样板与弧度的误差-1mm,确定来件合格后在进行后续工序。3.1.6如有些件弧度是对接的小料拼焊而成的,在备料时必须用弧板保证对接后的整件弧度,整件长度的误差-2mm。3.1.7如有两件以上的截面对焊时,这些件料厚均≥5mm,则这些件的料厚截面须用砂轮机开坡口。2备料:矩形管表面无锈蚀,两端无毛刺,无铁屑,长度公差-2mm,角度公差-2°3.2拼焊3.2.1铆工应根据焊件的大小厚薄考虑到焊接变形,预留出收缩尺寸;3.2.2焊工在无特殊焊件的条件下,焊接工艺参数应将电流保持在140—220A之间,电压保持在18—24V之间,铆焊时必须在铆焊工作台上进行;3.2.3铆焊时,要求焊件对接缝隙不大于4mm,严禁操作工对焊缝超出范围的单片进行拼焊,如有特殊需要气割时,需经技术确认后,要求操作工对气割件按要求进行划线处理后再进行气割,另需保证气割后打磨平整;3.2.4根据图纸找长、宽、高三个方向的定位基准件,确定基准件后把这些件在铆焊工装平台上铆焊牢固;3.2.5片梁、总成中各矩形管搭焊时以矩形管端面四边角搭焊,不允许在其它面上搭焊,焊接后用检具检查片梁、总成是否平整,各平面误差3mm,焊点要牢固,要保证在转运过程中不发生位移。铆焊方式如图:3搭焊:注意以矩形管四边搭焊(如图红圈标注)3.3拼焊尺寸要求3.3.1单片梁焊接总宽度尺寸要求-5mm,高度尺寸要求±2mm,对角线误差2mm,铆焊后用适用的量具自检尺寸是否合格;3.3.2各段总拼拼焊3.3.2.1各单片摆放时保证各单片梁左右开档尺寸误差±2mm,每段总长误差±3mm,对角线误差±4mm,前后桥开档尺寸±2mm,门开档尺寸+3mm,整车上平面度误差5mm.3.3.2.2搭焊后要求操作工应保证走道面平齐,各截面梁外侧两边平齐,各截面梁平面度误差±3mm;3.3.2.3补件工在补件时应注意在焊接前对机加工件尤其是带丝牙的件进行保护,焊工对焊接质量进行控制,后续质量问题由责任人进行处理,质量考核由相4关责任人进行承担;3.3.2.4拼焊结束后,必须在总拼台上将关键部位立焊焊接后方可吊入焊接区域.3.3.3三段总拼拼焊3.3.3.1放前、中、后段总成在总拼台上,以对接处的截面梁的中心线为基准将前、中、后段总成点焊牢固在总拼台上。3.3.3.2卷尺测量整车长、宽、高尺寸及车架平整度,整车长度误差±6mm,宽度误差0~-2mm,高度误差±2mm,平面度误差5mm。3.3.3.3车架板簧按《关键工序监控记录卡》中要求进行拼焊.整车拼焊5总拼:在片梁对接处、关键部位实施立焊处理(注:红圈标注处)3.3.4五大片拼焊3.3.4.1前、后围及侧围总宽度误差±2mm,侧窗各开档误差+3mm,乘客门相关尺寸误差+2mm,空调支架安装尺寸误差+2mm.3.3.4.2前、后围弯弧板与样架要吻合,吻合度误差±1mm.3.3.4.3侧围贯穿梁不得弯曲、变形、有裂痕,并且直线度误差±1mm6五大片:搭焊:注意以矩形管四边搭焊(如图红圈标注)编制:校对:审核:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 eva27210108
eva27210108
本文标题:铆接工艺规范
链接地址:https://www.777doc.com/doc-1302692 .html