您好,欢迎访问三七文档
1、工程实践—工艺设计FundamentalsofMaterialsFormingProcess哈尔滨工程大学工程训练中心将液态金属材料熔化成液态后,浇注入与拟成形的零件形状及尺寸相适应的模型空腔(称铸型)中,待其冷却凝固后获得具有一定形状和尺寸的毛坯或零件的方法。铸造的概念铸造工艺设计手工造型--分模造型砂型铸造铸造工艺设计铸造的应用铸造的应用铸造工艺设计铸造的应用铸造工艺设计铸造的特点能够制造形状复杂的铸件,尤其是能制造具有复杂内腔的毛坯。工艺适应性强,铸件质量、大小、形状及所用合金种类几乎不受限制。成本低,原材料来源广泛,价格低廉,一般不需要昂贵的设备。铸造优点铸造工艺设计铸造的特点铸造缺点用同样金属材料制造的铸件,其力学性能不如锻件。铸造工序繁多,且难以精确控制,故铸件质量有时会不够稳定。劳动条件较差。铸造工艺设计砂型铸造特点:手工造型操作灵活、工艺装备(模样、芯盒、砂箱等)简单、生产准备时间短、适应性强,造型质量一般可满足工艺要求,但生产率低、劳动强度大、铸件质量较差,所以主造型材料:型砂和芯砂由原砂、粘结剂、水和附加物砂型铸造砂型铸造砂型铸造手工造型:填砂、紧实、起模等主要有。
2、人工完成,操作灵活,生产率低,主要用于单件小批量生产。手工造型的主要方法:分模造型,整模造型,刮板造型,三箱造型,挖砂造型,假箱造型,活块造型。砂型铸造制定工艺规程的目的:制造合格的铸件降低铸件的成本减少生产的工作量铸造生产的首要步骤合理的制订铸造工艺方案铸造工艺设计制定工艺规程的依据:零件结构特点技术要求生产批量设备技术条件铸造工艺设计制定工艺规程的内容:对零件进行工艺分析,绘制铸件工艺图确定浇注位置和分型面确定加工余量及有关工艺参数确定型芯数目和设置方式确定浇注系统形状,尺寸和位置1.3铸造工艺设计1.选择浇注位置浇注位置--浇注时铸件在铸型中所处的空间位置选择浇注位置的主要原则:1)质量要求高的重要加工面、受力面应该朝下。车床床身的浇注位置铸造工艺设计平台类铸件的浇注位置选择浇注位置的主要原则:1)质量要求高的重要加工面、受力面应该朝下。1.选择浇注位置铸造工艺设计选择浇注位置的主要原则:2)大而薄的平面朝下,或侧立、倾斜曲轴箱的浇注位置合理不合理1.选择浇注位置铸造工艺设计选择浇注位置的主要原则:3)应充分考虑型芯的定位、稳固和检验方便箱体的浇注位置1.选。
3、择浇注位置铸造工艺设计分型面分模面分型分模面分型面、分模面符号分型面:相邻铸型之间的结合面。分模面:将模样分开的切面,有时与分型面重叠。上下2.分型面的选择铸造工艺设计确定分型面的原则:1.方便起模分型面应选在铸件最大截面处,以保证顺利拔出模样而不损坏铸型,这样选择分型面往往可减少活块或砂芯,也可使砂箱不致过高,造型操作方便。φ11451模样砂子阻碍起模下上下上下上φ11451模样砂子阻碍起模下上下上下上(a)铸件图(b)不正确(c)正确分型面的位置2.分型面的选择铸造工艺设计2.分型面的选择铸造工艺设计确定分型面的原则:2.尽量减少分型面的数量分型面的减少,可提高铸件的尺寸精度,又能简化造型操作。多一个分型面,铸型就增加一些误差,使铸件的精度降低。2.分型面的选择铸造工艺设计√减少分型面的设计(a)(b)(c)(d)√确定分型面的原则:3.尽量减少型芯的数量2.分型面的选择铸造工艺设计铸造工艺参数:铸造工艺设计时所需要的特定的工艺数据。1.尺寸公差和机械加工余量3.铸造工艺参数的确定毛坯铸件基本尺寸加工后尺寸RMARMACT/2CT/2最小极限尺寸最大极限尺寸铸件尺寸公差与极限尺寸铸。
4、造工艺设计铸造方法公差等级CT铸件材料钢灰铁球铁可锻铸铁铜合金锌合金轻合金镍、钴基合金砂型手工造型11~1411~1411~1411~1410~1310~139~1211~14砂型机器造型和壳型8~128~128~128~128~108~107~98~12金属型铸造-8~108~108~108~107~97~9-压铸----6~84~64~7-精铸水玻璃7~97~97~9-5~8-5~87~9硅溶胶4~64~64~6-4~6-4~64~6实际批量生产中铸件的尺寸公差等级铸造工艺参数:铸造工艺设计时所需要的特定的工艺数据。1.尺寸公差和机械加工余量1)铸件尺寸公差:指铸件基本尺寸的正负偏差。3.铸造工艺参数的确定铸造工艺设计铸造工艺参数:铸造工艺设计时所需要的特定的工艺数据。1.尺寸公差和机械加工余量1)铸件尺寸公差:指铸件基本尺寸的正负偏差。铸件尺寸公差铸件基本尺寸公差等级CT12345678910111213141516≤100.090.130.180.260.360.520.741.01.52.02.84.2----10~160.10.140.200.280.380.540.781。
5、.11.62.23.04.4----16~250.110.150.220.300.420.580.821.21.72.43.24.668101225~400.120.170.240.320.460.640.901.31.82.63.65.079111440~630.130.180.260.360.500.701.01.42.02.84.05.6810121663~1000.140.200.280.400.560.781.11.62.23.24.469111418100~1600.150.220.300.440.620.881.21.82.53.65.07101216203.铸造工艺参数的确定铸造工艺设计铸造方法机械加工余量等级铸件材料钢灰铁球铁可锻铸铁铜合金锌合金轻合金镍、钴基合金砂铸手工造型G~KF~HF~HF~HF~HF~HF~HG~K砂铸机器造型和壳型F~HE~GE~GE~GE~GE~GE~GF~H金属型-D~FD~FD~FD~FD~FD~F-压铸----B~DB~DB~D-精铸EEE-E-EE毛坯铸件的机械加工余量等级铸造工艺参数1.尺寸公差和机械加工余量2)机械加工余量:在铸。
6、件加工表面上留出的准备由机械加工方法去除的厚度。3.铸造工艺参数的确定铸造工艺设计铸件机械加工余量铸造工艺参数1.尺寸公差和机械加工余量2)机械加工余量:在铸件加工表面上留出的准备由机械加工方法去除的厚度。铸件机加尺寸机械加工余量等级ABCDEFGHJK≤400.10.10.20.30.40.50.50.711.440~630.10.20.30.30.40.50.711.4263~1000.20.30.40.50.711.422.84100~1600.30.40.50.81.11.52.2346160~2500.30.50.711.422.845.58250~4000.40.70.91.31.42.53.557103.铸造工艺参数的确定铸造工艺设计铸造工艺参数2.最小铸出孔:太小的孔不易铸出铸件材料种类壁厚最小铸出孔直径铸铁8~106~1020~2510~1540~5015~3050~10035~50铝合金或镁合金20铜合金25铸铁和有色合金铸件最小铸出孔尺寸3.铸造工艺参数的确定铸造工艺设计铸造工艺参数3.起模斜度:为了便于起模和出芯,模样和芯盒的侧面应避免与底平面垂直,要留有一定的。
7、斜度,使得起模或出芯时,砂型或砂芯不易损坏,该斜度是为了工艺要求而设,称为起模斜度或拔模斜度。3.铸造工艺参数的确定铸造工艺设计型芯的作用是形成铸件的内腔、孔以及铸件外形不易起模的部位。其设计的主要内容包括:确定型芯的形状和数量、芯头设计、芯内排气系统的设计等方面。4.型芯的设计铸造工艺设计芯头设计芯头是指伸出铸件以外,且不与金属相接触的砂芯部分。其作用是对型芯进行定位和固定,此外还可以通过芯头进行排气。根据型芯在铸型中的位置,可分为垂直芯头和水平芯头。(a)一般形式(b)只有下芯头(c)无芯头垂直芯头的形式4.型芯的设计铸造工艺设计水平芯头的形式芯头设计芯头是指伸出铸件以外,且不与金属相接触的砂芯部分。其作用是对型芯进行定位和固定,此外还可以通过芯头进行排气。根据型芯在铸型中的位置,可分为垂直芯头和水平芯头。4.型芯的设计铸造工艺设计芯头设计1)芯头长度:芯头长度指的是型芯延伸到铸型部分的长度。2)芯头间隙:芯头间隙是指工艺设计中芯头与芯座之间所预留的配合间隙。3)芯头斜度:为了准确和方便下芯和合型而做出的芯头和芯座部分的斜度。水平芯头间隙及斜度的结构垂直芯头间隙及斜度的结构4.型芯。
8、的设计铸造工艺设计浇注系统是铸型中引导熔体充入型腔的通道系列,一般由浇口杯、直浇道、横浇道和内浇道组成。浇注系统的设计浇注系统的基本结构内浇道横浇道直浇道浇口杯铸造工艺设计铸造工艺设计的内容和一般程序1.铸造工艺设计的内容和一般程序1)铸造工艺图内容:在零件图上用规定的红、兰等各色符号表示出:浇注位置、分型面、加工余量(起模斜度)、浇注系统、型芯形状和数量以及芯头大小等。用途及应用范围:是制造模样、模底板、芯盒等工装以及进行生产准备和验收的依据。适用于各种批量的生产。设计程序:①产品零件的技术条件和结构工艺性分析;②选择铸造及造型方法;③确定浇注位置和分型面;④选用工艺参数;⑤型芯设计1.3铸造工艺设计铸造工艺设计的内容和一般程序2.铸造工艺图上所用主要铸造工艺符号及其表示方法1.3铸造工艺设计铸造工艺设计的内容和一般程序2.铸造工艺图上所用主要铸造工艺符号及其表示方法1.3铸造工艺设计2.铸造工艺图上所用主要铸造工艺符号及其表示方法1.3铸造工艺设计铸件名称接盘件数10材料Q235铸造方法砂型铸造零件图接盘的铸造工艺设计过程1.3铸造工艺设计接盘的铸造工艺设计过程1.3.5铸造工艺方。
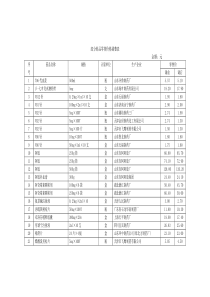
9、案及铸造工艺图示例接盘的铸造工艺设计过程1.3.5铸造工艺方案及铸造工艺图示例铸件结构、和技术要求分析选定铸型种类及造型方法确定浇注位置确定分型面确定加工余量确定选用工艺参数该零件为一般连接件,中心孔和两端面质量要求较高,需机械加工,不允许有铸造缺陷。中心孔较大,需用型芯铸出。Φ16小孔和接盘端面半环横槽刚不予铸出。该铸件生产批量不大,技术要求一般,决定采用湿沙型,手工两箱造型。因为中心孔质量要求较高。所以浇注位置采用接盘大端面朝上垂直浇注分型面采用沿接盘外端面分型。操作简单方便,同时可采用整模造型,避免错型,铸件质量好。该铸件为回转体,基本尺寸取94mm。查表取尺寸公差等级为CT14。砂型铸造手工造型的灰铸铁件机械加工余量等级为F~H,现选H级。按零件最大尺寸为94mm,再查表,确定机械加工余量为量2mm。按照同样的方法查表,选取55mm和35mm的加工余量分别为1mm和0.7mm,并依次选取两端面的加工余量,其中大端面的加工余量需增至3mm。1.因铸件两处侧壁高度均50mm,查表木模的起模斜度上增加值a为1.2,侧壁分别增加至3.0mm,上端比下端大l.0mm构成起模斜度。2.对于。
10、小型铸件,外圆角半径取2mm,内圆角半径取4mm3.查表,对于灰铸件小型铸件,铸造收缩率取1%。序号工序名称工序简图工序控制要点1制造模样按模样图(来自铸造工艺图)制造和检验,注意模样的表面质量。2制造芯盒按芯盒图(来自铸造工艺图)制造和检验,注意芯盒的内腔表面质量,定位准确。接盘的铸造工艺设计过程序号工序名称工序简图工序控制要点3制备型砂控制原砂的粒度分布、粘结剂比例,新、旧型砂比例。4制备芯砂控制原砂的粒度分布、粘结剂比例。接盘的铸造工艺设计过程序号工序名称工序简图工序控制要点5造芯控制型芯的形状、表面质量。6造型控制铸型内腔表面质量、紧实度、透气性、吃砂量。接盘的铸造工艺设计过程序号工序名称工序简图工序控制要点7合型浇注型芯安放准确,清(吹)净浮砂,上、下砂箱定位准确,安放卡箍(或压铁),控制浇温、浇速、冷却时间。8落砂清理控制打箱时间,清净型(芯)砂,除去浇、冒口。接盘的铸造工艺设计过程锥齿轮的浇注位置浇注位置及分型面的选择例题1浇注位置及分型面的选择例题CDAB(a)(b)(c)(d)三通的分型方案2浇注位置及分型面的选择例题隔板套的工艺方案改进下上下上111111111111。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 tgj13adam
tgj13adam
本文标题:铸造工艺
链接地址:https://www.777doc.com/doc-1302743 .html