您好,欢迎访问三七文档
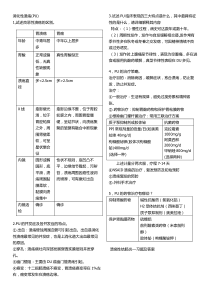
精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料面板加工工艺1、目的:规范面板的标准加工工艺,提高加工速度,提升产品质量。2、适用范围:适用加工部面板的加工。3、定义:无4、模胚面板:4.1工艺路线:铣床→钻床→攻牙机;4.1.1铣床加工面板反面:4.1.1.1分中打中心点;4.1.1.2钻孔;a.钻所有螺丝牙底孔;b.钻PBA过孔(直径公差时-0至+0.5),水口拉针过孔(直径公差为径公差时-0至+0.5),螺丝过孔(直径公差为±0.2);c.用电子尺走圆功能钻Φ70、Φ100(如图1A孔);4.1.1.3镗孔:a.两板模具;1)镗Φ70过孔(公差为±0.5),Φ100定圈(公差为-0至+0.05),(如图1红线标识处);精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料(图1)2)镗90度(热咀结构式),Φ100定位圈(公差为-0至+0.05)(如图2红线标识处);(图2)b.三板模具:精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料1)镗Φ100注口衬套过孔(直径公差为±0.2),镗Φ130的孔(直径公差-0.5至+0.2,高度公差为-0至+0.2)如;(如图(3)红线标识处);(图3)2)镗Φ50.5唧孔(直径公差为±0.2,高度公差为-0至+0.5).Φ100定位圈(直径公差为-0至+0.05)(如图(4)红线标识处)精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料(图4)4.1.1.4踩PBA杯头(直径公差为-0.1至+0.5,高度公差为-0.1至+0.5)四个同一深度,水口拉针杯头(高度公差为-0至+0.02),螺丝杯头(高度公差为-0.1至+0.5):4.1.1.5倒角:4.1.1.6加工隔热板:4.1.2加工面板正面:4.1.2.1分中,锣槽:a.排气槽(尺寸公差为±0.5)b.运输板槽(尺寸公差为±0.5)c.压线槽(尺寸公差为-0至+0.2,图2A处用镗刀加工,直径尺寸为-0至+0.05,高度公差为±0.01)d.前内行位铲基槽(长宽尺寸公差为-0至+0.02,高度公差为±0.01);4.1.2.2倒角;4.1.3钻床:画线钻运输板螺丝牙孔;4.1.4攻牙机;攻牙M4、M5、M6牙,攻牙时气压为(3Pa-4Pa)5、相关文件:5.1标准图纸;6、相关表格:精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料6.1«零件加工控制表»;6.2«零件\铜公交接表»。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yangyang266
yangyang266
本文标题:面板加工工艺
链接地址:https://www.777doc.com/doc-1302984 .html