您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 厚板设备现状与进展课件
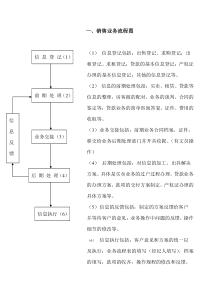
Ⅴ-1第十章厚板装备宝钢人才开发院BaosteelTalentDevelopmentInstitute1第十章厚板装备2008年10月宝钢分公司厚板厂张志忠21.产线及工艺设备配置概况2.关键设备的技术特点3.关键设备的使用维护技术4.工艺设备新技术及其发展趋势5.实例分析主要内容Ⅴ-2第十章厚板装备31.产线及工艺设备配置概况1.1板坯库加热炉工艺设备配置1.2轧线工艺设备配置1.3冷床工艺设备配置1.4剪切线工艺设备配置41.产线及工艺设备配置概况宽厚板工艺流程示意图Ⅴ-3第十章厚板装备5宽厚板平面布置图1.产线及工艺设备配置概况61.1板坯库加热炉工艺设备配置1.1.1板坯库加热炉工艺流程板坯在炉前辊道上经过称量、测长、核对、测温,按布料图进行定位。在确定炉内有空位后,装料炉门打开,装钢机开始动作前移摆正板坯后上升、前进并对送入炉内的板坯进行测宽并送入炉内,在与前一块坯料间隔50mm处停止。然后,装钢机快速退回原位,准备重复送钢动作,同时装料炉门关闭。炉内板坯通过步进梁的上升、前进运动,通过加热炉的热回收段、预热段、加热段、均热段充分加热,达到轧制要求温度,当加热坯料运行至出料端激光检测处并完成最后一次步进动作后停止,经激光检测器检测及步进梁行程控制系统和炉内坯料跟踪系统计算钢坯在炉内准确位置的信号被送往出钢机,当出钢机接到出钢指令后,出钢机开始动作,由低位运行进炉内,根据钢坯位置定位,托起钢坯出炉,准确将钢坯放在出料辊道上,再由出炉辊道输送到轧机轧制,同时出料炉门关闭,完成一次装、出钢动作。Ⅴ-4第十章厚板装备7为了使加热炉的操作更灵活,适应坯料规格(主要是长度和厚度)的频繁变化和冷热坯装炉切换,最大限度地发挥加热炉效率,加热炉装备了两套步进机械;按炉宽方向,步进框架(平移框架和升降框架)均分为左右两个框架,分别由两套步进机械单独传动。板坯在炉内运行由装料端到出料端总跑偏量为±30mm。步进梁的运动轨迹是一个矩形运动轨迹。步进梁运动由水平运动和升降运动组成。水平运动和升降运动过程中的速度是变化的,其目的是在于保证板坯以较低的速度接触水梁和步进梁开始动作及结束动作的缓和,减少步进机构产生冲击和震动。1.1板坯库加热炉工艺设备配置1.1.2板坯库加热炉设备概况8步进梁的运动轨迹是一个矩形运动轨迹。步进梁运动由水平运动和升降运动组成。水平运动和升降运动过程中的速度是变化的,其目的是在于保证板坯以较低的速度接触水梁和步进梁开始动作及结束动作的缓和,减少步进机构产生冲击和震动。步进机构的水平运动是,通过一台平移液压缸驱动连在一起的平移框架,使其在提升框架的滚轮上作平移运动,此时提升缸处于静止状态。步进机构的升降运动是,提升缸驱动提升框架,使其滚轮沿斜台面滚动,完成升降运动。此时,平移缸处于静止状态。1.1板坯库加热炉工艺设备配置1.1.2板坯库加热炉设备概况Ⅴ-5第十章厚板装备9步进梁的上下行程为200mm,水平行程为600mm,步进梁运行周期为50s。1.1板坯库加热炉工艺设备配置1.1.2板坯库加热炉设备概况图1-1步进梁运行轨迹和速度曲线10¾炉子额定加热能力:265t/h(入炉以20℃计)¾年总加热量:一期148.0万吨/年二期183万吨/年¾加热炉有效长度:51,900mm¾加热炉内宽:10,700mm1.1.3板坯库加热炉技术性能1.1板坯库加热炉工艺设备配置Ⅴ-6第十章厚板装备111.2.1高压水除鳞装置高压水除鳞装置为封闭结构,钢板焊接件,并带有上下两组集管。两组集管可以同时或单独工作。为保证除鳞质量,必须保证钢板表面与喷嘴之间的距离恒定。在除鳞集管二侧(传动侧和工作侧)设有液压缸,每个液压缸内设有位移传感器。针对不同板坯厚度,上集管可以同时通过液压缸及连杆机构调整高度,使钢板上表面据上喷嘴距离保持为140mm,定位精度±2mm。1.2轧线工艺设备配置121.2.1高压水除鳞装置1.2轧线工艺设备配置BedienungsseiteOperatorsideAntriebsseiteDrivesideDraufsichtZunderwäscherTopviewofdescalerRoller50Roller63HydraulikzylinderzurSpritzbalkenanstellungHydrauliccylinder(s)forspraying-headeradjustmentⅤ-7第十章厚板装备131.2.1高压水除鳞装置1.2轧线工艺设备配置LängsschnittZunderwäscherLongitudinalsectionthroughdescalerHaubeAuslaufseiteExit-sidehoodHaubeEinlaufseiteEntry-sidehoodObereSpritzbalkenTopsprayingheadersUntereSpritzbalkenBottomsprayingheadersObereHaubeTophood141.2.1高压水除鳞装置1.2轧线工艺设备配置设备技术参数:在210bar下约302m3/h一组集管的流量:最小210bar除鳞喷嘴前的水压:15°上喷射角度:400mm上集管提升行程:140mm喷嘴到板坯/初轧坯上表面的距离:2,450mm喷射宽度:46每一组集管的喷嘴数:镶嵌碳化钨,带有稳流器和过滤器喷嘴型式:0.5-1.5m/sec除鳞速度:最大2,300mm板坯宽度:最小120mm,最大500mm板坯厚度:2组可调整的上集管,2组固定的下集管型式:Ⅴ-8第十章厚板装备151.2.2轧制区辊道装置1.2轧线工艺设备配置(409-424)热矫直机输出辊道(377-404)热矫直机输入辊道(346-376)ACC2辊道(337-345)ACC1辊道(328-336)预矫直机填充辊道(276-327)精轧机输出辊道(261-275)轧机后转钢辊道(257-260)立辊轧机机架辊道(251-256)精轧机机架辊道(236-250)轧机前转钢辊道(137-235)精轧机输入辊道(102-136)粗轧机填充辊道(64-101)粗轧机输入辊道(50-63)除鳞区域辊道161.2.2轧制区辊道装置1.2轧线工艺设备配置湿区辊道:(251-256)(167-180)(50-63)ACC2辊道ACC1辊道立辊轧机机架辊道(346-376)精轧机机架辊道(337-345)精轧机输入辊道(257-260)除鳞机辊道AbdichtungmittelsRadialwellendichtringenSealingbyradialshaftsealringsAbdichtungmittelsRadialwellendichtringenSealingbyradialshaftsealringsⅤ-9第十章厚板装备171.2.2轧制区辊道装置1.2轧线工艺设备配置干区辊道:(276-327)(137-166、181-235)(102-136)(64-101)热矫直机输出辊道热矫直机输入辊道预矫直机填充辊道精轧机输出辊道(409-424)精轧机输入辊道(377-404)粗轧机填充辊道(328-336)粗轧机输入辊道LabyrinthdichtungLabyrinthsealLabyrinthdichtungLabyrinthseal181.2.2轧制区辊道装置1.2轧线工艺设备配置辊道结构特点:辊道轴承,集中干油系统润滑:在辊道框架上,冷却水和润滑油配管:结构钢,在辊道两侧都有,实心挡板侧挡板:结构钢马达底座:单独传动,直接带动万向轴传动:结构钢横梁:结构钢辊道框架:铸钢或者钢,单件设计,固定在辊道框架上轴承座:自对中辊道轴承轴承:实心辊,锻钢,辊身水冷形式:Ⅴ-10第十章厚板装备191.2.3轧机前后侧导板1.2轧线工艺设备配置侧导板位于精轧机前后的辊道区,每一侧由两个液压缸驱动。液压缸安装在每一侧。通过安装在液压缸上的传感器实现同步。在每一侧的油缸同步通过同步轴来实现。带有侧导板的支撑梁由侧导板辊道支撑。支撑梁位于侧导板和驱动支座之间。侧导板带有可更换的耐磨板。侧导板具有平行导向功能。在钢板轧制前降低侧导板移动速度。201.2.3轧机前后侧导板1.2轧线工艺设备配置Ⅴ-11第十章厚板装备211.2.3轧机前后侧导板1.2轧线工艺设备配置BedienungsseiteOperatorSideAntriebsseiteDriveSideHydraulikzylinderHydraulicCylindermax.7.200min.1.250LinealträgerSideGuardCarrierLinealSideGuardAbdeckungCoverTrayGehäuseHousing221.2.3轧机前后侧导板1.2轧线工艺设备配置LinealmitVerschleißplattenSideGuardwithWearingPlatesQuerstrebeCrossBeamSchutzblechProtectionShieldⅤ-12第十章厚板装备23ObereFührungsrolleTopGuideRollerHydraulikzylinderHydraulicCylinderSeitlicheRollengehäuseSideRollerHousingUntereFührungsrolleBottomGuideRollerKardanwelleDrehrollgangCardanShaftTurnTableRitzelwellezurSyncr.PinionShaftforSyncr.KupplungCoupling1.2.3轧机前后侧导板1.2轧线工艺设备配置241.2.3轧机前后侧导板1.2轧线工艺设备配置9,000mm侧导板的总长大约为:每侧最大400mm/s移动速度:最小1,250mm,最大7,200mm导板开口度:最大60t钢锭重量:最大26t板坯重量:两侧液压驱动形式:技术参数:结构设计:采用液压驱动。在上支撑梁上动作,每一侧的同步通过齿轮和齿条实现位置控制,侧导板的位置控制通过安装在宽度设定油缸上的位移传感器控制。驱动形式:结构钢结构,安装在基础上,带有可调整的垂直和水平的使用滚动轴承的导向辊。导板支座:结构钢结构,与侧导板梁相一致支撑梁:带有耐磨板的重结构钢结构导板梁:Ⅴ-13第十章厚板装备251.2.45000mmCVCplus四辊精轧机1.2轧线工艺设备配置四辊可逆精轧机是用来将加热的板坯轧到需要的厚度和宽度。¾压下齿轮箱安装到轧机顶部,立辊安装在轧机出口侧。轧机牌坊安装在地脚板上,地脚板和轧机牌坊一起固定在设备基础上。¾工作辊采用特殊轧辊轴承,润滑采用特殊的油气润滑系统,支撑辊采用Morgoil油膜轴承。¾工作辊和支撑辊锁门板安装在轧机牌坊操作侧,锁门板采用液压驱动,换辊时打开。¾机架顶部装有一个支撑辊平衡液压缸,通过扁担梁和提升框架平衡上支撑辊。¾两个AC马达带动蜗轮减速机、压下丝杆和丝母使上支撑辊和工作辊上下升降,进行辊缝调整。261.2.45000mmCVCplus四辊精轧机1.2轧线工艺设备配置¾机械压下系统是在无负荷的作用下工作的。¾通过安装在下支撑辊轴承座底部的AGC液压缸来调整下支撑辊和工作辊。液压辊缝设定系统的安装是为了下部辊系的精确定位,进行辊缝设定和过载保护。¾轧辊磨损通过使用标高调整装置的阶梯垫来进行补偿,此阶梯垫位于下支撑辊轴承座和AGC液压缸之间。¾上下工作辊的平衡和弯辊通过设置在牌坊上的液压缸进行。¾工作辊弯辊系统具有以下功能:•大范围高精度的板形(凸度)控制能力•改善钢板的平直度•提高生产计划的灵活性Ⅴ-14第十章厚板装备271.2.45000mmCVCplus四辊精轧机1.2轧线工艺设备配置¾上下工作辊的出入口侧均设置导卫板。这些导卫板安装在牌坊中间,上导卫板可以在辊缝设置时随工作辊上下升降。¾喷雾除尘装置安装在出入口侧的上下导卫板内,在轧钢时抑制烟尘。¾在轧机的出入口侧安装高压水除鳞集管,上下成对设
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![88_[戴尔战略]DirectFromDell-HARRISON](/doc-429097.png)
 lc874
lc874
本文标题:厚板设备现状与进展课件
链接地址:https://www.777doc.com/doc-1309896 .html