您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 第1章 冲压加工概述与冲压设备
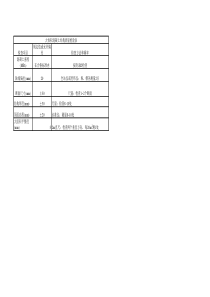
1烟台大学机电汽车工程学院熊晓萍2授课学时:32学时课程任务:1.了解冲压成形的基本原理及变形规律;2.掌握冲压成形的基本工序、冲压模具典型结构;3.掌握冲压工艺与模具设计的基本方法;4.具备进行中等复杂冲压零件的冲压工艺编制的能力。课程情况总体简介3第一章冲压加工概述与冲压设备第二章冲压变形的基本概念第三章冲裁工艺第四章冲裁模的结构与设计第五章弯曲工艺与弯曲模具第六章拉深工艺与拉深模具第七章其它冲压方法与模具设计第八章冲压工艺规程的编制总目录4第一节冲压加工概述与冲压设备冲压:一、概述冲压生产场景在常温下利用模具在压力机上对板料施加压力,使其产生分离或塑性变形,从而获得一定形状、尺寸和性能的零件的加工方法。5加工对象:主要是金属板材加工依据:板材冲压成形性能(主要是塑性)加工设备:主要是压力机加工工艺装备:冲压模具冲压模具(简称冲模):在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备,称为冲压模具。冲压生产的三要素合理的冲压工艺先进的模具高效的冲压设备6二、冲压加工的特点及其应用优质、高效、低成本1.生产的制件精度高、复杂程度高、一致性好;2.冲压生产率高和材料利用率高;“一模一样”、质量稳定、互换性好可加工薄壁、复杂零件7冲压成形适宜批量生产冲压加工是制造业中最常用的一种材料成形加工方法。冲压成形产品示例一——日常用品冲压成形产品示例二——高科技产品3.模具加工精度高、技术要求高、生产成本高。8三、冲压技术的现状和发展方向1.冲压成形理论及冲压工艺冲压变形基础理论研究新工艺的研究和推广2.模具先进制造工艺及设备模具设计与制造的现代化是模具工业发展的基础。计算机技术、信息技术等先进技术在模具技术中得到广泛的应用.高速铣削加工电火花铣削加工慢走丝线切割技术磨削及抛光加工技术数控测量93.模具新材料及热、表处理•模具新材料•热处理、表面处理新工艺4.模具CAD/CAM技术•以三维造型为基础、基于并行工程5.快速经济制模技术6.先进生产管理模式•现代系统管理技术10四、冲压工序的分类根据材料的变形特点分:分离工序:分离工序、成形工序冲压成形时,变形材料内部的应力超过强度极限σb,使材料发生断裂而产生分离,从而成形零件。分离工序主要有剪裁和冲裁等。1112成形工序:冲压成形时,变形材料内部应力超过屈服极限σs,但未达到强度极限σb,使材料产生塑性变形,从而成形零件。成形工序主要有弯曲、拉深、翻边等。131415五、冲压模具冲裁模、弯曲模、拉深模、局部成形模等。2.根据工序组合程度分类:单工序模、复合模、连续模1.根据工艺性质分类:16第二节冲压设备机械压力机(以Jxx表示其型号)液压压力机(以Yxx表示其型号)摩擦压力机曲柄压力机高速冲床油压机水压机一、冲压设备分类17类型设备名称工作原理特点机械压力机摩擦压力机利用摩擦盘与飞轮之间相互接触并传递动力,借助螺杆与螺母相对运动原理而工作。结构简单,当超负荷时,只会引起飞轮与摩擦盘之间的滑动,而不致损坏机件。但飞轮轮缘磨损大,生产率低,适用于中小型件的冲压加工,对于校正、压印和成形等冲压工序尤为适宜。曲柄压力机利用曲柄连杆机构进行工作,电机通过皮带轮及齿轮带动曲轴传动,经连杆使滑块作直线往复运动。曲柄压力机分为偏心压力机和曲轴压力机,二者区别主要在主轴,前者主轴是偏心轴,后者主轴是曲轴。偏心压力机一般是开式压力机,而曲轴压力机有开式和闭式之分。生产率高。适用于各类冲压加工。高速冲床工作原理与曲柄压力机相同,但其刚度、精度、行程次数都比较高,一般带有自动送料装置、安全检测装置等辅助装置。生产率很高,适用于大批量生产,模具一般采用多工位连续模。液压机油压机水压机利用帕斯卡原理,以水或油为工作介质,采用静压力传递进行工作,使滑块上、下往复运动。压力大,而且是静压力。但生产率低,适用于拉深、挤压等成形工序。18二、压力机的主要技术参数1.标称压力2.滑块行程:滑块从上极点到下极点所经过的距离。3.行程次数:滑块每分钟往复的次数。4.闭合高度5.工作台面尺寸:应大于冲模的最大平面尺寸。6.漏料孔尺寸:7.模柄孔尺寸8.电动机功率19标称压力:压力机许用压力曲线:冲裁、弯曲时压力机的吨位应比计算的冲压力大30%左右。压力机的许用压力曲线1─压力机许用压力曲线2─冲裁工艺冲裁力实际变化曲线3─拉深工艺拉深力实际变化曲线滑块下滑到距下极点某一特定的距离ha或曲柄旋转到距下极点某一特定角度α时,所产生的冲击力称为压力机的公称压力。实际冲压力曲线与压力机许用压力曲线不同步。拉深时压力机吨位应比计算出的拉深力大60%~100%。20压力机的闭合高度:压力机的装模高度:模具的闭合高度:理论上为:实用上为:模具闭合高度与装模高度的关系指滑块在下极点时,滑块底面到工作台上平面(即垫板下平面)之间的距离。指压力机的闭合高度减去垫板厚度的差值。指冲模在最低工作位置时,上模座上平面至下模座下平面之间的距离。Hmin-H1≤H≤Hmax-H1Hmin-H1+10≤H≤Hmax-H1-521冲压成形产品示例一——日常用品22冲压成形产品示例二——高科技产品汽车覆盖件飞机蒙皮2324252627高速冲床工作原理:与曲柄压力机相同,但其刚度、精度、行程次数都比较高,一般带有自动送料装置、安全检测装置等辅助装置。特点:生产率很高,适用于大批量生产,模具一般采用多工位连续模。28摩擦压力机传动系统1-电机2-传送带3、5-摩擦盘4-轴6-飞轮7、10-连杆8-螺母9-螺杆11-挡块12-滑块13-手柄工作原理:利用摩擦盘与飞轮之间相互接触并传递动力,借助螺杆与螺母相对运动原理而工作。特点:结构简单,当超负荷时,只会引起飞轮与摩擦盘之间的滑动,而不致损坏机件。但飞轮轮缘磨损大,生产率低。适用于中小型件的冲压加工,对于校正、压印和成形等冲压工序尤为适宜。29曲轴压力机传动系统1-电机2-皮带轮3、4-齿轮5-离合器6-连杆7-滑块工作原理:利用曲柄连杆机构进行工作,电机通过皮带轮及齿轮带动曲轴传动,经连杆使滑块作直线往复运动。曲柄压力机分为偏心压力机和曲轴压力机,二者区别主要在主轴,前者主轴是偏心轴,后者主轴是曲轴。偏心压力机一般是开式压力机,而曲轴压力机有开式和闭式之分。特点:生产率高。适用于各类冲压加工。30油压机工作原理:利用帕斯卡原理,以水或油为工作介质,采用静压力传递进行工作,使滑块上、下往复运动。特点:压力大,而且是静压力。但生产率低,适用于拉深、挤压等成形工序。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 weini4
weini4
本文标题:第1章 冲压加工概述与冲压设备
链接地址:https://www.777doc.com/doc-1314180 .html