您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 精整设备常见故障及排除方法二
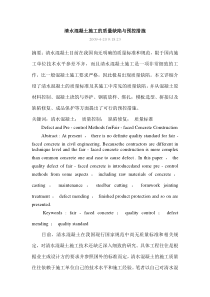
1、精整线常见故障及排除办法(二)精整区常用设备(圆钢后处理工序)1、抛丸机2、矫直机(两辊、多辊)3、倒棱机4、修磨机5、探伤机6、自动打捆机7、称重台架8、辊道及其他配套设备抛丸机上料台架矫直机上料台架矫直机矫直机下料台架倒棱机磨头一倒棱机磨头二探伤机平托机构称重台架抛丸机常见故障、原因分析及处理抛丸机设备组成抛丸机上料台架抛丸机输入辊道、输出辊道抛丸机(机内输送辊道、斗式提升机、螺旋输送机、布料器、抛丸器、除尘系统、电气控制系统)抛丸机抛丸室抛丸器叶轮体螺旋输送器斗式提升机除尘器精整线最常见的一种故障及原因分析传感器失灵,造成自动程序不能正常运行原因:☆弯钢撞坏传感器☆传感器固定方式不当☆吊钢时不注意吊坏传感器抛丸机常见故障、原因分析及处理一、抛丸效果不好症状:▲表面氧化铁皮清理不干净,圆钢表面呈阴阳状原因:▲布料器布料不均匀(调整布料器)▲丸料少(加入新丸料)▲导料管堵塞(疏通处理)▲抛射区域不合理(调整抛丸器定向套角度)▲抛丸量不够(调整阀插板位置)▲丸料结块或使用过久(更换丸料)▲辊道输送速度过快(调整辊道转速)▲工件锈蚀严重。
2、或有污迹(重抛或除去污迹)▲抛丸器皮带打滑(调整或更换皮带)抛丸机常见故障、原因分析及处理二、斗式提升机不运转原因:△卡住(去掉提升机底部过大颗粒)△皮带打滑(调整涨紧装置)△丸粒添加不当(斗式提升机一边运转一边加丸粒)抛丸机常见故障、原因分析及处理三、抛丸器振动较大原因☆叶片磨损严重,不平衡(更换叶片)☆叶轮体磨损严重(更换叶轮体)☆轴承烧坏(更换并加注润滑脂)抛丸机常见故障、原因分析及处理四、抛丸器有异常响声原因:◇弹丸不符合要求(更换弹丸)◇丸料内有较大颗粒物料(检查清除大颗粒物料)◇抛丸器护板松动(拧紧螺栓)◇结合盘螺栓松动(拧紧螺栓)矫直机常见故障、原因分析及处理一、矫直机咬入困难原因:☆圆钢头部弯曲严重超标(挑出)导向套磨损(焊补调整处理)☆矫直辊角度调整不当(调整处理)☆矫直辊磨损严重(更换矫直辊)矫直机常见故障、原因分析及处理二、矫直效果差原因:☆圆钢弯曲率超标>10‰(挑出或重新矫直)☆矫直辊调整不当(重新调整到合适位置)☆矫直辊磨损严重(更换矫直辊)矫直机常见故障、原因分析及处理三、压上、调角调不动原因:。
3、◇集灰卡死(清除集灰)◇机械卡死(检修处理)◇电机损坏(更换电机)矫直机常见故障、原因分析及处理四、压下、调角调不动原因:设计问题(隔离套材质选择不当)倒棱机常见故障、原因分析及处理一、螺旋辊跳齿原因:☆螺旋辊铜套磨损(更换铜套)倒棱机常见故障、原因分析及处理二、圆钢在提升机斜板上不滚动原因:☆斜板表面磨损不均,有局部凹坑(更换或修补提升机斜板)。☆圆钢弯曲度超标(重新矫直或人工干预)。探伤机常见故障、原因分析及处理一、超声波探伤机旋转体卡死原因:▲飞边或异物卡在旋转体与固定水套之间。(清除异物)▲轴承损坏(更换轴承)▲安装调整不当。探伤机常见故障、原因分析及处理二、探头调整困难原因:☆探头盘与旋转头之间间隙偏小。(修磨探头调整盘)☆探头盘与旋转头之间有沉集的杂物(清洗探头盘)打捆机打捆机打捆机常见故障、原因分析及处理一、断线原因☆打捆线质量问题,扭结性能差(更换打捆线)打捆机常见故障、原因分析及处理二、扭结后切断困难原因:☆扭结头磨损(更换扭结头)扭结头超标弯钢对精整线设备的影响1、撞坏电气自动化控制的传感器。2、在台。
4、架上滚不动。3、矫直咬入困难、矫不直。4、上螺旋辊困难,影响倒棱效果。5、撞坏探伤设备。飞边对精整线设备的影响1、撞坏电气自动化控制的传感器。2、对矫直辊造成较大损伤,在矫直辊上产生较大的刻痕、凹槽。3、落到超声波探伤机旋转头内造成旋转头卡死。4、打坏涡流探伤机的探头。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 real512
real512
本文标题:精整设备常见故障及排除方法二
链接地址:https://www.777doc.com/doc-1314903 .html