您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 过程设备制造及安装第二章焊接电弧
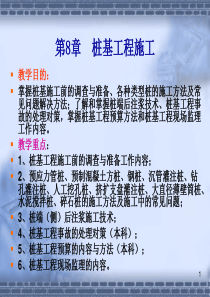
第二章电弧焊基础第一节焊接电弧的导电机理一、电弧的基本概念1、电弧:电弧是一种气体放电现象,通过放电将电能转变为热能与机械能。2、气体放电:两极间的气体被击穿而导电的过程。3、电弧的实质:在一定的条件下,电荷通过两电极之间的气体空间的一种导电现象。(气体放电现象)A+e+-电弧UaIa电弧放电辉光放电暗放电暗放电自持放电非自持放电UI导体导电电弧是特殊的气体放电过程:电能能转换为热能;机械能;光能;磁能。气体放电非自持放电:诱导(外加措施);自持放电暗放电辉光放电电弧放电电压最低(几十伏)电流最大(几百安培)温度最高(5000-8000K)发光最强二、带电粒子的产生过程产生方式:电离:气体中性原子或分子(A)分离为一价正离子(A+)和电子(e)的过程。电子发射:金属表面逸出电子的现象(一)电离与激励1、电离:在一定条件下中性原子分离成A+及e的现象。A→A++e-Wi电离能:原子或分子电离所需要的能量单位为ev或J电子伏:一个电子被1V的电压所加速得到的能量。电离电压:电离能/电子带电量。A++Ae碱金属、碱土金属(K、Na、Ca等),外层一个或两个电子,易失去、易电离、电离电位低,药皮中加入引弧容易,电弧燃烧稳定。(引弧剂,稳弧剂)。J422,J502,J423等酸性焊条。F(7个电子)电离电位较高,不易电离,加入药皮不易引弧。CaF2可去除H、S、P,焊缝含氢量较少。J507(CaF2)。碱性低氢型焊条含较多CaF2。电离:使中性的气体分子变成电子和离子过程。电离势:原子或分子电离所需要的能量。2、激励:气体原子得到的一定的能量,虽然小于Wi,但可使电子从低能级跃迁到高能级。这种现象叫激励。激励能:所需的最小外加能量叫激励能We。激励能电压:激励能We/e。3、电离的分类:1)热电离:气体粒子受热的作用而产生电离实质:中性粒子通过与电子碰撞,接收电子能量而电离。电离度:电离了的粒子数量与电离前粒子数量之比。0.1%2)电场作用下的电离:A+、e在电场作用下被加速、与A碰撞使其电离的过程。主要是e的作用:电子获得的能量是A+的4倍。3)光电离:A直接捕捉光量子并吸收其能量而电离。波长越小越易促进光电离,电弧波长包括红外线、紫外线可见光、可使AI、K、Na原子光电离。但不能使Ar、He、Fe等电离。(二)电子发射1、基本概念1)电子发射:电子从金属表面逸出的现象。对电弧导电起作用的主要是阴极的发射。2)逸出功(Ww):电子发射所需的最小能量。1/2~1/4Wi3)逸出电压:Ww/e物理意义:Ww越小,引弧越容易,电弧稳弧性越好。4)主要影响因素:材料,K、Na。表面状态:有氧化物时,逸出功降低加入杂质,例如,钍、铈及镧等可降低Ww。-2、阴极电子发射的分类1)热发射:在热量的作用下产生的发射产生条件:阴极温度足够高特点:对阴极有冷却作用,这一点对TIG焊具有重要意义。可提高W极的载流能力。2)电场发射:金属表面的电子在电场力的作用下逸出的现象。特点:对阴极的冷却作用较小。3)光发射:光幅射作用下产生的发射。实际电弧中产生光发射的可能性很小。4)粒子碰撞发射:高速运动的A+碰撞到阴极上导致的发射。库仑力——(三)负离子的产生中性粒子与电子结合的过程,是一个放热过程,所放出的热被称为电子亲和能。A+e→A-+W不利于电弧稳定。(四)扩散与复合扩散:电弧中心处A+、e较多,e易向周边运动。当周边电子浓度达到一定值后,在e吸引下,A+也向周边运动。从而在周边复合A++e→A+WiA++A-→2A+WiA-Ae+A三、电弧的产生(一)引弧方法:擦划,点接触。焊条与工件接触又迅速拉开的-瞬间产生的。但实际是由:“短路-空载-燃弧”三个极短的阶段。①短路短路阶段:两极间有金属蒸气;药皮蒸气;电子的热发射。10m突出点接触,电流密度极大(I短1.5~3I焊),很大的电流(I短),很小的接触面积,很大电阻热。电阻热使接触点温度骤然升高,电极表面金属熔化,蒸发,药皮中物质K、Na、Ca分解蒸发,Fe、K、Na、Ca蒸气具备电离气氛.电子的热发射阴极表面温度很高,电子获得足够的能量,活跃,冲破表面,逸出到空间去叫做热发射电子,电子逸出金属表面消耗的能量—逸出功。短路阶段:金属蒸气(Fe);药皮蒸气(K、Na、Ca);电子的热发射(e)。为电弧的产生准备了条件。②空载焊条刚刚拉开,电弧尚未形成的一瞬间,电源处在空载状态:I=0,V=U0。空载电压较高:手工电弧焊U0=50~90伏。不大于100伏。很短的距离,弧长=10-5~10-6mm内。电场强度很大。E=100伏/10-5cm=106伏/cm足够大的电场强度,使电子从阴极发射出来,叫做电子自发射。空载阶主要是自发射。自发射,热发射很强烈,但刚刚开始,还不能使两极间的气体充分电离,因此电弧尚未形成,还处于空载状态。I=0。③燃弧短路阶段和空载阶段为燃弧准备了必要条件。a.两极间:空气,金属蒸气,药皮蒸气,易电离成为能导电的电弧介质。b.热发射,自发射:从阴极表面发射大量高速运动电子。c.电源供电:两极间有足够大的电场强度,成为发射电子、电离气体的动力来源。由于具备了上述条件,使得由阴极发射出来的电子,在电场加速下,发生激烈的碰撞:电子在电场作用下,撞击原子使之电离,碰撞电离发生链锁反应。产生雪崩式击穿而形成电弧。即当焊条提升到一定高度时,则两极间的空间顷刻发生突变,发出强烈的光和热,即电弧引燃。弧柱空间:大量的碰撞,碰撞电离、热电离,中和放电,达到热平衡。正离子跑向阴极撞击阴极表面,释放出动能,同时在阴极表面中和成原子,释放成位能。电子跑向阳极,进入阳极,释放出动、位能,全部能量。电弧作为换能器,电能转化为热能,光能,机械能。常见导体材料逸出功元素逸出电压VFe4.48W4.50W-Th2.63W-Ce2.70电极表面温度的高低受材料沸点的限制。钨电极——表面温度可达3500K以上,高温下发射大量电子。热阴极(材料)。W沸点:5950K,熔点:3653KCu、Al、Fe——电极表面沸点低,表面温度也低,热发射能力不足,必须依靠电场发射电子予以补充。冷阴极。Fe沸点:3008K,熔点:1808K(1535℃)四、电弧的结构直流电弧为例,电弧近似看成为一个圆柱形的气体导体。电弧(气体导体)分三部分:阴极区(10-5cm)弧柱区(2~5mm)阳极区(10-3~10-4cm)阴极区:靠近阴极端部的地方,阴极压降较大,相当于电弧介质的电离势。E=106V/cm,自发射。阴极斑点:在整个阴极端面上电流集中在很小很光亮的斑点上,是电子集中发射的地方。T≈2200~3600K,几乎接近电极材料的沸点。阴极区电流:正离子流向阴极,撞击阴极斑点并与电子中和。电子流向弧柱,去进行撞碰电离。阳极区:靠近阳极的地方。10-3~10-4cm阳极斑点:光亮的斑点,弧柱中来的电子经阳极区电场作用加速,集中射击到阳极斑点,撞入阳极,此处温度高,电流密度大。阳极区电流:基本上全部由电子流组成。阳极区压降:基本上不受电极材料和电弧介质的影响,约为2.5V。弧柱区:充满着气体介质的分子,原子,以及电子,正离子和负离子。高速运动的电子撞击原子使之电离,电子和正离子中和,释放出能量。碰撞时发生能量的转换,部分动能转化为热能。每次碰撞产生的能量虽小,但电子数目极多,故反应激烈,产生很大的热量,弧柱5000-8000K,发强光。电弧温度分布:纵向、横向。五、电弧的极性正接极(正极性):工件接正,焊条接负。反接极(反极性):工件接负,焊条接正。①电弧极性的选择:主要依据焊条的性质和焊件所需能量:一般低碳钢结构:J422,J423,交直两用。焊接重要结构:J507,J557,直流反接。厚板正接,薄板反接。有色金属,铸铁反接(药皮影响)。②极性鉴别:J507直流电焊机稳定性交流交流:f=50Hz,正负变化100次/秒,过零点I=0,电弧熄灭,所以电弧温度比直流低一些,稳弧性差。碱性焊条J507不能用交流焊机焊接,必须用直流电焊机,且反接。第二节焊接电源一、焊接电弧的静特性二、焊接电源的外特性三、焊接电源(电焊机)(一)焊接电源的特点(二)常用焊条电弧焊机简介(三)电焊机型号介绍焊机----焊接电源电弧----负载(电阻性、电导率不是常数)一、焊接电弧的静特性电弧的静特性:当弧长一定时,通过电弧的电流与电弧两端的压降之间的关系。电源VI与V之间的关系vRIR常数(金属电阻,T不高)V=IR(电阻静特性)VRI0R斜率=常数电阻静特性曲线RVI电弧电阻R在变化V~I(曲线关系)U型特性VIO电弧静特性曲线VI6050403020100102103①ab段,下降特性,电流密度小,不适合焊接,生产上很少用②bc段水平特性,电流密度较大,手工焊条,埋弧自动焊③cd段,上升段,电流密度大,熔化极气体保护焊电弧焊,细丝埋弧焊abcdVIO2824206mm4mm2mm2mm4mm6mml↑--V↑5040302010L=5L=3UfIf60120180VI电弧静特性全部(a)手工电弧(焊条)UfIf40302010020040060010mm5mm3mmUfIf(b)埋弧焊钨TIGCO2ArUfIf20040060050403020100手工电弧焊(SMAW)熔化极气保(GMAW)钨极氩弧(GTAW)等离子弧焊(PAW)埋弧焊(SAW)MIG、CO2保护焊二、焊接电源的外特性焊接电源外特性:焊接电源的输出电压与输出电流之间的关系。电源ViU0I0IiIiVi电弧静特性I0U0焊接电源外特性(一)焊接电源应该具备的条件1、陡降的外特性2、适当的空载电压3、可调的外特性4、较好的动特性1、陡降的外特性电弧本身性质:放电条件影响焊接稳定性主要K、Na、Ca、Fe、F供电电源(焊机)性质(一)焊接电源应该具备的条件1、陡降的外特性2、适当的空载电压3、可调的外特性4、较好的动特性1、陡降的外特性为什么需要有陡降的外特性呢?为什么要陡降?①稳定工作点VIIA〞IAIA′IB〞IBIB′ABOA点:IA→IA′(U源>U弧)→IA′↑(U源>U弧)→IB大IA→IA〞(U源<U弧)→IA〞↓(U源<U弧)→0熄灭所以A点不是稳定的工作点B点:IB→IB′(U源<U弧)→IB′↓→IBIB→IB〞(U源>U弧)→IB〞↑→IB所以B点是稳定工作点②电流波动小Δl波动5mm→2mml1→l2I1→I2变大A点:IA→IA′(U源>U弧)→IA′↑(U源>U弧)→IB大IA→IA〞(U源<U弧)→IA〞↓(U源<U弧)→0熄灭所以A点不是稳定的工作点B点:IB→IB′(U源<U弧)→IB′↓→IBIB→IB〞(U源>U弧)→IB〞↑→IB所以B点是稳定工作点VII1I212O两台焊机:ΔI1<ΔI2VIΔI1ΔI212H不一致Δl:未焊透烧穿IVO恒流I0③短路电流不过大焊条过热后果药皮熔化分解蒸发烧损电焊机短路引弧熔滴过渡失效VII1I2O短路V=0I=I短路I2I1一般要求I短=(120~130)%I焊最大不超过150%I焊OΔl→ΔI=0I焊=I短U0IVI短e1e2e3I变大,熔滴过渡推力大e1e3焊条电弧焊的理想特性外拖特性2、适当的空载电压电焊机无负载时的输出电压U0VII=0U=U0I=0过低:难引弧、易断弧、电弧燃烧稳定性差空载电压铁铜材料消耗多焊机体积重量大不经济过高:增加能量损耗降低弧焊电压效率不安全OO交流电焊机U0=60~80V≯100V直流电焊机U0=50~70V≯90V举例:工人师傅自己缠绕的电焊机3、连续可调的外特性(I)Ø4、Ø3.2、Ø2.5、Ø1.6调节I平、立、仰、横工件δ第一种:第二种:OO第三种:第四种:UIminImaxIUIminImaxIOOO最大输出电流Imax最小输出电流IminImax≥(4~5)Imin可满足使用要求4、对弧焊电源动特性的要求焊接电源的负载:焊接电弧(动负载)因为:①熔滴过渡时,弧长频繁变化②短路过渡这种变化更突出所以要求电源要有
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 herylight
herylight
本文标题:过程设备制造及安装第二章焊接电弧
链接地址:https://www.777doc.com/doc-1317226 .html