您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 生产计划与物料控制(下)
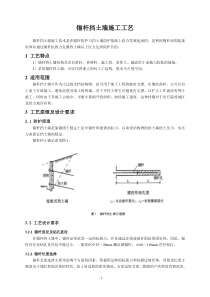
2019/10/41版次撰写者撰写日期编審编審日期第一版14.7.15第二版第三版教材编号:课程类別:□共通类□专业类□管理类教材名称:生产计划与控制篇PMC培训教材何清全2019/10/42PMC培训教材授课对象:PMC全員及相关人員课程時数:1小时课程目的:学习物料计划与控制方法教学大纲時间教学法一、前期课程回顾讲授法二、PC的术语讲授法三、PC的职责讲授法四、产能负荷分析讲授法五、生产计划的编制讲授法六、计划进度的控制讲授法七、进度异常的控制讲授法2019/10/43以人为本创造卓越预测销售计划接单库存计划必须生产的产品及数量负荷计划(调整)编制月生产计划日程计划各种安排及准备生产生产能力负荷基准生产计划作业流程一、前期课程回顾2019/10/44以人为本创造卓越物料控制的职责:1、物料的分析计算及计划-物料计划的制定。2、物料的请购,3、存量的控制。4、物料进度的控制。5、呆废料的预防、控制及处理。6、物料盘点的监管等。1、保持生产顺畅,避免停工待料2、防止物料损失3、降低物料库存成本4、呆废料的管制与管理5、提高物流的效率目的三不五大要素精髓一、前期课程回顾2019/10/45以人为本创造卓越二、生管的相关术语CRP:CapacityRequirementsPlanning产能需求规划MPS:MasterProductionSchedule主生产排程MRP:MaterialRequirementPlanning物料需求规划OEM:OriginalEquipmentManufacture委托代工ODM:OriginalDesign&Manufacture委托设计与制造WIP:WorkInProcess在制品B/L:Billoflading提单Bom:BillOfMaterial物料清单ECN:EngineeringChangeNotice工程变更通知书TQM:TotalQualityManagement全面品质管理ETA:EstimatedTimeofArrival预计到达时间ETD:EstimatedTimeofDeparture预计出货时间L/T:LeadTime交付周期S/O:SalesOrder业务订单2019/10/46以人为本创造卓越生产的本质运用材料(Material)、机械设备(Machine)、人(Man)、结合作业方法(Method),使用相关检测手段(Measure),在适宜的环境(Environment)下,达成品质(Quality)、成本(Cost)、交期(Delivery),谓之生产。运用“5M1E”达成“Q、C、D”的活动—生产二、生管的相关术语2019/10/47以人为本创造卓越二、生管的相关术语产品生命周期2019/10/48以人为本创造卓越二、生管的相关术语标准工时含义:标准工时是在标准工作环境下,进行一道加工工序所需的人工时间。标准工时的制定方法有多种,通常使用的方法有:标准工时=标准作业时间+辅助时间标准作业时间由工艺过程决定,主要为直接增加产品价值的人工/机器时间消耗。对标准工时的降低只能通过工艺改善和辅助时间降低。标准工时=正常工时X(1+宽放率)宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率2019/10/49以人为本创造卓越三、生管职责1.整合订单资料2.编制生产计划3.制发生产制令4.跟进生产进度5.原材料跟进6.协调人机负荷7.协调产销矛盾计划控制协调订单准时交货率2019/10/410以人为本创造卓越四、产能负荷分析1.什么是生产能力?生产能力(简称产能)是指生产设备在一定时间内所能生产的产品数量,产能通常是用标准工时为单位。产能可分为正常产能和最大产能。正常产能是指历年来生产设备的平均使用量﹔最大产能是指生产设备所能产出的最大产量或所能安排的最高负荷量。2019/10/411以人为本创造卓越四、产能负荷分析2.人力负荷分析步骤1)、依椐期间月的销售计划所预订的生产计划,针对各种产品的数量、标准时间,计算出生产该产品所需的人力。标准时间又称“标准工时”。标准时间=实质时间×(1+宽放率)一般的宽放可分为:物的宽放:作业宽裕(清理作业台、工具不适用)。人的宽放:需要宽裕(上洗手间、喝水)。疲劳宽裕(因工作疲劳降低工作速度)。宽放时间宽放率=———————×100%实质时间实质时间或作业率=———————×100%实际起讫时间*一般宽放通常的宽放率为实质时间的18%-24%2019/10/412以人为本创造卓越四、产能负荷分析产品项目标准时8.847.94.1213.5计划产量3,50024,058100,0002,000129,558需要工时30,940190,060412,00027,000660,000合计ABCD现场讨论:4个人不增补?2019/10/413以人为本创造卓越四、产能负荷分析3.机器负荷分析步骤1)依生产的机器设备加以分类如车床、冲压机等。2)计算各种机器设备的产能负荷。例:冲压机每分钟生产3个,实际生产1个需时0.33分。标准时间=实际时间+宽裕时间=0.33分×(1+20%)=0.4分(设定宽裕率=20%)产能=作业时间/单件标准时间=480分÷0.4分=1200个(设定每日作业时间=480分)如:冲压机有10台,开机率为90%,则冲压机总产能=产能×台数×开机率=480/0.4×10×90%≈10,800PCS2019/10/414以人为本创造卓越四、产能负荷分析产品项目计划产量3,50024,058100,0002,000129,558每台产能1,2001,2001,2001,200需要台数0.42.911.90.215.4合计备注现有设备产能每天10800个;需12天完成ABCD假设现有订单需7天完成?比较现有机器设备负荷:每日应生产数与现有机器产能比较,产能不足应考虑延长工时等措施来提升产量。*机器设备之增补机器设备之增补非同增补人员那样方便,牵涉到资金筹措等问题,一般均以产品计划及年销货计划及年销货计划业做机器设备之购置计划。每天应生产数=129558/7=18505个2019/10/415以人为本创造卓越四、产能负荷分析需求状况调整做法外包部分工作外包外包收回使用之时加班或轮班减少加班临时工增加临时工减少临时工机器增加开机时间减少开机次数人员运用训练作业人员具有二种以上专长低于需求高于需求备注4.短期的产能调整:在未做好充分的事前计划和准备,或者产品与数量有较大的变动,所产生的人力或机器负荷与需求不平衡时,可采宜措施:2019/10/416以人为本创造卓越五、生产计划编制1.生产计划的内涵(双赢)一方面:为满足客户要求的三要素“交期、品质、成本”而计划;一方面:使企业获得适当利益,而对生产的三要素“材料、人员、机器设备”的适切准备、分配及使用的计划。2019/10/417以人为本创造卓越2.生产计划的种类划分种类对象期间期别大日程(长期)长期生产计划产品群2~3年季年度生产计划产品群、产品别1年月中日程(中期)3~6月生产计划产品别季、半年周、月月份生产计划产品别、零件别月日小日程(短期)周生产计划产品别、零件别周日日生产计划产品别、零件别日小时五、生产计划编制2019/10/418以人为本创造卓越1)、标准工时(产能情况)2)、人/机/物/法/环状况(含采购和库存情况)3)、质量状况4)、优先率:从接单到出货的天数/(制造准备时间+实际制造需要的时间)3.考虑的要素五、生产计划编制2019/10/419以人为本创造卓越4.生产计划的内容1)、生产何物—产品名称、零件名称;2)、生产多少—数量或重量;3)、在何地生产—部门;4)、何时完成—交期。■交期先后原则■工艺流程原则■客户分类原则■产能平衡原则五、生产计划编制2019/10/420以人为本创造卓越5.月生产计划的拟定月生产计划,虽不只限于一个月的期间计划,但无论计划期间是一个月或是三个月的,都必须每月拟定,以应对可能出现的:1)、产品的变更;2)、库存的调整;3)、销售计划的修订;4)、产能的变化。五、生产计划编制2019/10/421以人为本创造卓越项目产品期初库存4月5月6月生产销售库存生产销售库存生产销售库存数量计划A40130100701301208013015060B401561504611616021461408合计802862501162462808227629068负荷工时(H)每个产品平均=10(H)×生产数2860(H)2460(H)2760(H)生产能力(H)10(人)×10(H)×作业日28天2800(H)24天2400(H)27天2700(H)加班(H)60(H)60(H)60(H)拟定部门:PMC部日期:2010年3月25日期间:2010年4月至2008年6月批准日期:审核:编制:例:月生产计划的排定五、生产计划编制2019/10/422以人为本创造卓越6.日程计划拟定的技巧1)以客户要求为中心来确定(1)、按客户要求交期的先后顺序;(2)、今后的销售预定或出货预定做比较,必要的产品先安排。2)以生产效率为中心来确定分类组合要生产的产品,以连续生产来考虑,把准备/辅助时间降到最低。五、生产计划编制2019/10/423以人为本创造卓越例:同一产品的生产总量做分批次生产安排例:同一产品的生产总量做连续生产安排五、生产计划编制2019/10/424以人为本创造卓越7.多品种小批量订单的生产计划如何编制:提示:1)考虑交期的前提下,把相同的产品订单进行交叉组合安排,减少成本,提高产能;2)经过预测,适当备用库存。五、生产计划编制2019/10/425以人为本创造卓越8.插单生产如何应对?1)如果某一个部门发出了插单请求,这个部门必须要向总经理作出解释并得到批准,而且因插单所增加的成本确定之后,由发出部门承担;2)做好存货管制、生产计划;3)销售部门多与客户进行沟通、多辅导。五、生产计划编制•3生产安排不当生产插单原因•2交期变更•6生产计划不准确•7客户临时订单•4生产延误•5生产准备时间长•1预测不准•8错误的库存控制2019/10/426以人为本创造卓越举例:天数产品类型订单接单评审计划拟定粗轧精轧退火拉矫涂层剪切包装入库出货17%67%亲水箔(有坯料、单批正常生产)1117%运输时间(2天)8910前置时间(2天)生产时间(8天)4567N1235M1E人Man机Machine料Material法Method测Measure环境Environment五、生产计划编制2019/10/427以人为本创造卓越事先(5M1E)事中事后(入库)生产报表生产进度实时看板实时监控关健点1.生产进度的跟进技巧六、计划进度控制2019/10/428以人为本创造卓越例:如何跟进生产订单的进度?1、晨会下达计划——做什么、做多少、谁来做、什么时间做完、关键要求是什么?2、过程跟进——订单工序生产数量、质量?3、问题反馈与跟踪——什么问题、解决办法、验证4、下班后整理统计报表。5、做好激励工作:•给员工注入“兴奋剂”:动员会有必要,加强和员工之间的沟通,讲清利害关系;•满足下属的需要是有效激励的基础,班组长应学会识别下属有哪些需要。人类有五种需要(生理/安全/社交/尊重/自我实现等);•拿什么要激励:激励有正负激励两种模式;•激励要形成制度。六、计划进度控制2019/10/429以人为本创造卓越2.进度控制的类型1)事务进度控制:从接到客户后,进行销货计划的协调、生产计划的编排、物料的分析、物料的请购、物料的订购等事务进度控制。2)采购进度控制:接到物料控制部门人员的请购单后,进行供应商选择、比价、议价、采购、跟催等采购进度控制(包括外发加工的时间内控制)。3)进货检验进度控制:物料进厂后进行检验与试验,遇有异常情况在限定的时间内完成。4)生产进度控制:生产时的进度,由制造部门管理人员不时反馈给计划部门人员,用以适当调整进度。六、计划进度控制2019/10/430以人为本创造卓越3.常用的进度控制工具1)各种图表
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 zangshabi
zangshabi
本文标题:生产计划与物料控制(下)
链接地址:https://www.777doc.com/doc-1321380 .html