您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > WinCC与WinAC在模块化生产加工系统改造中的应用-
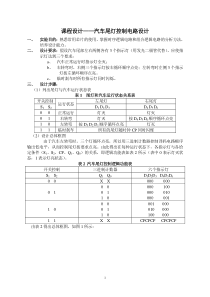
-1-WinCC与WinAC在模块化生产加工系统改造中的应用孙树文(北京工业大学,北京100124)摘要:本文在介绍了模块化生产加工系统(MPS)结构和功能的基础上,着重阐述了应用WinCC组态软件与WinAC软PLC改造MPS的方法,监控主机(PC)运行软PLC作为主站与MPS各工作单元PLC从站进行通信,构成分布式控制网络;通过组态软件创建动态监控界面,实现对MPS工作过程的实时监控。关键词:组态软件、软PLC、模块化生产加工系统中图分类号:TP273文献标示码:BApplicationofWinCCandWinACinReformingModularProductionSystemAuthor:SUNShu-wen,TIANYue,ZHANGJian(CollegeofMechanicalEngineering&AppliedElectronicsTechnology,BeijingUniversityofTechnology,Beijing100124,China)Abstract:Thisarticleintroducesthestructuresandfunctionsofthemodularproductionssystem(MPS).ItemphasisonhowtotheMPSisreformedbasedonconfigurationsoftwareandSoftPLC.TheSoftPLCisstudiedandrealizedontheplatformofmonitorhostcomputer.ViaPROFIBUS,themastercomputerandPLCslavenodescancommunicatewitheachotherdirectly,likeadistributednetwork.ThispaperintroducesconfigurationofHMI,stepsofrealizingmonitoringandcontrolproductionprocess.Keywords:configurationsoftware、SoftPLC、modularproductionsystem目前制造业正在经历一个快速变革的时代,面对激烈的市场竞争,企业需要提高生产过程自动化水平和产品质量。现代制造业的发展为基于PC的自动化系统在生产加工和物流系统中的应用提供了广阔前景。基于PC与软PLC的自动化系统为用户提供了一个多功能、集成化的开放式平台,其特点在于大幅度地提高了系统的连接性、灵活性和信息存取能力。因此,对监视和控制生产过程以及对生产数据进行归档和进一步处理的需求在不断增加。为了紧跟这一先进技术,在充分利用现有资源的前提下,对实验室原有的模块化生产加工系统(MPS)进行了改造,选西门子的SIMATIC系列产品,用WinAC作为软PLC、WinCC作为组态软件,以STEP7V5.4作为网络配置与PLC程序编写的统一开发环境。一、MPS的结构与功能机电一体化培训实验室的教学设备MPS是典型的生产加工物流系统,由5个独立的单元组成,包括:供料单元、检测单元、加工单元、提取单元和存储单元。整个系统基本涵概了加工和检测一个工件的全部过程,体现了自动化生产线上物流、能量流和信息流的概念。其过程为:供料单元从料仓中分离工件毛坯,并通过摆动气缸将工件毛坯送到检测单元;检测单元确定待测工件的材质特征和高度,剔除废品或将合格工件送到加工单元;加工单元对工件进行加工,并检查工件的加工尺寸;提取单元从加工单元移走工件,将合格品送到存储单元或将不合格品送至废品滑道;存储单元对检测合格的工件按其特征属性进行分类并送到不同滑道中。MPS的工作每个单元由一台独立的西门子S7-300PLC控制,CPU为315-2DP(带PROFIBUS接口);各工作单元可以单独工作,也可以组成系-2-统完成整个加工过程。目前各工作站之间通信采用的是I/O方式,即一个工作单元PLC的输出与另一工作单元PLC的输入相连,从而实现各工作站的协调动作。这种控制方式存在以下缺点:1)占用PLC资源多;2)信号远距离传输抗干扰能力差;3)不符合现代工业控制系统网络化结构的理念;4)MPS系统不具备上位计算机监控功能。为了解决上述存在的问题,紧跟工业自动化控制领域的步伐,采用现场总线技术、软PLC技术和组态软件技术对MPS的控制系统进行改造。二、MPS监控系统的构成MPS监控系统采用PROFIBUS总线连接各个工作单元的PLC与主控计算机,构成基于PC的自动化监控系统。PC机运行WinAC作为PROFIBUS总线的1类主站,PC机运行WinCC作为PROFIBUS总线的2类主站,其系统结构如图1所示。包括:监控计算机、PROFIBUS总线适配卡、PLC(S7-300)、PROFIBUS-DP总线网络。分布在现场的PLC节点分别连接生产线的送料、检测、加工、提取和存储单元,并通过PROFIBUS-DP通信接口与总线相连;监控计算机运行软PLC软件WinAC和组态软件WinCC并通过总线适配卡和连接在PROFIBUS-DP总线网络上的各个单元的PLC之间进行实时通信,从而实现整个模块化生产加工系统的分散控制和集中监管。总线适配卡WinACWinCCPROFIBUSPLC1PLC2PLC3PLC5PLC4模块化生产加工系统(MPS)送料单元检测单元加工单元提取单元存储单元图1模块化生产加工系统的总体结构三、MPS监控系统的组态调试与检验基于PC的现场总线系统前必须组建总线网络,并进行网络组态。组态是在STEP7软件中完成的,主要分为以下几步。第1步:组态基于WinAC的PC主站。启动SIMATICManager,创建一个新的工程,并在此工程下插入一个“SIMATICPCStation”。将默认名“SIMATICPCStation(1)”改成站名“WinAC”。在SIMATICManager中选择WinAC,双击“Configuration”,进入HWConfig硬件组态编辑器。在HWConfig窗口右边的硬件目录中选择WinLCV4.1,用鼠标拖入左边的2号插槽中,WinLC是WinAC中的LogicController组件。在硬件目录中选择V4.1下的CP5613,将它拖放到左边WinLC下的IF1插槽中,与在PCStation中的组态一致。接着自动弹出Properties-PROFIBUS对话框,单击new按钮新建一个PROFIBUS总线,设置总线的参数,并设置本站的PROFIBUS地址为1,基于WinAC的PC主站组态完成界面如图2所示。图2WinAC主站组态界面第2步:组态S7-300PLC从站。MPS各个工作单元的PLC包括CPU和信号接口模块,这些硬件信息也需要组态。以检测单元为例说明PLC的组态过程,在刚刚建好的工程中插入一个SIMATIC300Station,将默认名“SIMATIC300(1)”改成站名“Testing”。在SIMATICManager左边浏览窗口中选择站点Testing,双击Hardware,进入HWConfig硬件组态编辑器。对S7-300的机架、电源、CPU、信号接口模块等按其实际配置类型和物理地址进行组态,其中在CPU的组态中设置总线地址,Testing站地址设为3。-3-第3步:点击NetPro按钮查看整个PROFIBUS总线网络组态信息,并将组态信息通过编程通讯电缆下载到PLC并进行确认,依次完成各WinAC主站与PLC从站的组态后,便构成了PROFIBUS–DP总线网络。组态好的界面如图3所示。图3模块化生产加工系统的网络组态界面控制系统的PLC程序是采用西门子公司S7系列PLC的软件包STEP7V5.4设计开发而成。程序设计采用结构化编程,应用组织块(OB)、功能块(FB)、功能(FC)及数据块(DB)组成对MPS系统的控制系统程序。STEP7V5.4界面友好,编程方便,在线调试便捷,具有梯形图(LAD)、语句表(STL)和功能图(FBD)三种编程形式并可随意切换和组合使用。STEP7中有许多固定的系统功能(SFC),其中SFC14和SFC15分别用于通过PR0FlBUS-DP总线读/写I/O设备参数。四、MPS监控界面的实现监控界面由西门子的组态软件WinCC(WindowsControlCenter)建立,它使用最新的软件技术,可在Windows环境中提供各种监控功能,确保安全可靠地控制生产过程。WinCC运行于计算机环境,可以与多种自动化设备及控制软件集成,具有丰富的项目设置、可视窗口和菜单选项,使用方式灵活,功能齐全。用户在其友好的界面下进行组态、编程和数据管理,可以生成所需的监控画面、报警画面、实时趋势曲线、历史趋势曲线和打印报表等。在组态软件中为了实现PROFIBUS网络的PC主站与PLC从站之间的通信,首先要对总线适配卡CP5613进行初始化,然后在WinCC的变量管理模块中添加通信驱动SIMATICS7PROTOCOLSUITE。接着在PROFIBUS通道中建立新的驱动程序连接,设置相应的参数,完成与S7-300PLC通信通道的建立;在SoftPLC通道中建立新的驱动程序连接,设置相应参数,完成与WinAC的通信连接。然后新建变量,将WinCC与PLC、软PLC之间需要通信的数据一一建立变量,以完成WinCC与PLC、软PLC之间的数据通信。将变量划分为不同的组以便于更好地管理这些变量。在图形编辑器(GraphicsEditor)中使用基本元件或图形库中的对象制作生产监控画面,将变量与每个画面对象连接,即相当于画面中各对象与现场设备相连,从而实现在画面上监视和控制现场设备。模块化生产加工系统的监控界面如图4所示。图4模块化生产加工系统的监控界面五、结束语本文将一种先进的控制系统结构理念:基于PC与现场总线的分布式控制系统应用于模块化生产加工系统的改造中。经过调试,实现了PROFIBUS主站(PC+WinAC)与各个单元PLC从站之间的正常通信,通过WinCC组态软件建立了MPS的监控界面,实现了系统运行状态的实时监控,检查了整体方案的可行性;验证了整个系统信息传递及控制的可靠性、准确性和实时性。该系统将逻辑控制、人机界面和数据处理集成在一个开放式的PC平台上,最大限度地利用了现有资源,为实现基于PC的自动化控制系统的应用提供了实践条件。参考文献:[1]孙树文,杨建武,李屹等.PROFIBUS总线与软PLC在分布式监控系统中的应用[J],制造业自动化,2007年9月:56-59[2]陆鑫盛,周洪.气动自动化系统的优化设计[M].上海:科学技术文献出版社,2000.[3]孙树文,杨建武,张慧慧等.机电一体化教学培训系统的设计与实现[J],中国现代教育装备2007年第6期:79-80,84-4-[4]张海,王小明.FESTOMPS在自动化控制系统实验教学中的应用[J],机床与液压,2007年第11期:134-136[5]孔令君,张慧慧.WinCC组态软件在生产物流实验系统中的应用[J],制造业自动化,2008年1月:62-63
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 ks旷世№衰神
ks旷世№衰神
本文标题:WinCC与WinAC在模块化生产加工系统改造中的应用-
链接地址:https://www.777doc.com/doc-1321548 .html