您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 再生装置蒸馏法巧解生产污水难题
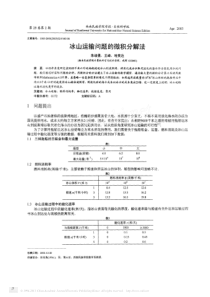
再生装置蒸馏法巧解生产污水难题熊永亮戴照辉何睿中海石油(中国)有限公司天津分公司辽东作业区摘要:本文通过对再生装置处理生产污水的可行性及实用性进行了论证,现场提出并实践了再生装置蒸馏法处理生产污水,为油气处理设施生产污水的处理方式增加了一种有益的选择方式。Abstract:关键词:双通道、生产污水、乙二醇、重沸器、海洋石油、再生装置。Keywords:锦州20-2气矿是我国海上第一个自营开发的凝析油气田。一、二期工程包括一座中心平台、一座有人井口平台、两座无人驻守平台。中心平台兼具油气生产、处理、集输功能,各井口平台产出流体经该中心平台处理后,处理后的油、气、水通过12海底管线混输到终端处理厂进行再处理,富含乙二醇的生产污水通过乙二醇再生系统对乙二醇进行回收,循环再利用。在凝析气田生产、处理、集输过程中极易产生水化物,为避免水化物的生成对气矿安全生产造成影响,锦州20-2气矿在生产过程中采用了向流程中易产生水化物部位注入乙二醇的方法来防止水化物的生成。一、乙二醇再生系统工作原理及工作流程:乙二醇再生装置是利用乙二醇和水的沸点差对溶解在水中的乙二醇进行蒸发提弄,达到回收乙二醇以循环使用的目的。其核心设备是重沸器(如图所示),在正常工作流程中,热介质油通过加热段盘管将罐内流体加热到130℃,高温蒸汽上升到加热填料鲍尔环,使其温度达到130℃左右。经过预热的乙二醇富液从精馏柱填料段顶部进入,穿过高温填料鲍尔环后蒸发掉大部分的水,乙二醇贫液靠自身重力落入重沸器。水蒸汽经过折流段缓冲,再进换热段初步冷却后经顶部进入冷凝器冷却到常温后排出,到达乙二醇提浓回收的目的。二、面临的问题:随着锦州20-2气矿各气井开采逐步进入中后期,各气井含水逐年上升,气矿安全生产面临极大的困难,主要为目前气矿各气井总产水量达到50方/日,超过了一套乙二醇回收装置的额定处理能力(35方/日),使回收的乙二醇达不到80%以上的浓度要求,循环再注入流程中将不能有效预防水化物的生成,可能造成在生产处理和海管集输过程中生成水化物,形成冻堵,对气矿安全生产造成严重威胁;同时大量的乙二醇在回收过程中被耗损,给气矿经济效益和环保管理带来巨大压力。三、解决方法研究:在乙二醇回收过程中,少量乙二醇会随着水蒸气进入冷凝水,形成耗损;从冷凝水化验数据可以观察到,冷凝水中乙二醇浓度在1~3%,显然冷凝水量越大,则乙二醇损耗越多,减少乙二醇耗损的直接方法是生产污水的就地处理,以减少进入重沸器乙二醇富液的量。但是由于海上石油平台空间紧凑,增加新的污水处理装置不现实困扰着气矿的生产者们,利用气矿现有资源,寻求适用的、新的生产污水处理方式成为气矿生产者们迫切的需求。利用再生装置蒸馏处理气矿生产污水可行性分析:1.再生装置对流体的加热温度高达130℃左右,使蒸馏法处理生产污水在气矿进行具备了基础;同时气矿两套乙二醇再生装置具备了一套按照正常功能进行乙二醇回收,一套用于生产污水处理的条件。2.精馏柱填料鲍尔环具有很大的表面积,不仅大大的增加了换热面积,提高换热效率,同时鲍尔环表面对油组分具有良好的吸附能力,使生产污水通过再生系统处理后水组分蒸发,油组分吸附在鲍尔环表面成为可能,同时通过定期的清洗鲍尔环,达到处理生产污水的目的。3.经过反复的试验,我们得到了气矿各气井油水混合液的蒸馏规律。下表是锦州20-2气矿各气井以及综合原油馏程数据(表中列出了原油在100℃左右的馏出体积百分比以及初馏点)。JZ20-2气矿馏程数据表井号及位置温度℃馏出体积%初馏点℃S11002048S2100390S31002352S510015602-3100490MN514091127D1204104MN412016.5956D100580MS81001074N1100964N21002049平均值1002060通过以上试验数据表明,气矿综合生产污水中油组分在100℃时的馏出体积为20%左右,换言之,含油污水在通过重沸器蒸馏时,可以脱除80%的油。这样如果进入重沸器污水含油在100ppm时,则蒸馏出来的冷凝水含油仅为20ppm。4.进入再生装置重沸器的生产污水经过中心平台聚集分离器充分破乳油水分离后,再进入二级分离器沉降,最后进入乙二醇再生装置的闪蒸罐进行第三级分离沉降,经过三级分离沉降后的生产污水含油在100ppm左右。从上面的分析可以得出,用一台备用的乙二醇再生装置来专门处理气矿生产污水,可以解决生产污水就地处理问题。四、工艺实践通过研究锦州20-2气矿的工艺流程,有以下特点:1.乙二醇的注入点只有南平台海管→段塞流捕集器(M-V-203)→聚集分离器(M-V-221)含有乙二醇,其它流程没有注入乙二醇,即这些流程中产生的生产污水不含乙二醇。2.南平台生产和计量分离器都是三相分离器,具有一定的脱水能力,并且流程中没有注入乙二醇。3.中北平台与南平台之间有两条海底管线相连,8海底管线用于输送生产油气,2海底管线用于中北向南平台输送乙二醇。4.聚集分离器(M-V-221)担负了收集所有生产流程中分离出的生产污水的责任,且在聚集分离器与重沸器之间仅有一条通道相连,两套重沸器并列使用。从以上特点看出,正是由于8海底管线和聚集分离器把含乙二醇的富液和不含乙二醇的生产污水混合在一起,导致了问题的发生。为了实现用乙二醇装置处理生产污水,我们在原有生产流程的基础上开发出双通道的处理工艺,思路如下:1.把中北平台向南平台输送乙二醇的2海底管线改为南平台向中北反输污水的通道(经过设计公司计算认为可行),乙二醇改用船向南平台运输,利用南平台的生产分离器进行脱水,脱出的水通过闭式排罐沉降后打入2海底管线输到中北。2.利用中北平台的计量分离器具有的三相分离的功能,在计量分离器中注入破乳剂,脱除中北平台高含水井2-3井、MN5井的产出水。3.改造聚集分离器与重沸之间的流程,利用二级分离器M-V-230建立第二条通道,用于收集处理不含乙二醇的污水,如下图的示。图一是原单通道流程,图二即是改造后的双通道流程,每条通道对应一台重沸器,两条通道之间设阀组实现共享。聚集分离器M-V-221沉降罐M-V-230重沸器重沸器图一乙二醇再生系统示意图重沸器重沸器图二乙二醇再生系统改造示意图来自计量分离器水相闪蒸罐闪蒸罐乙二醇再生橇闪蒸罐闪蒸罐乙二醇再生橇ESDV2238ESDV2238聚集分离器M-V-221沉降罐M-V-230按照上面的思路改造后,锦州20-2气矿的双通道处理工艺如下图所示:生产分离器S-V-20212海管乙二醇注入8海管10公里12海管50公里去下游段塞流捕集器V-203聚集分离器V-221来自井口来自井口冷凝水排海冷凝水排海重沸器重沸器V-2302海管10公里空气吹扫管线天然气吹扫管线中北乙二醇储罐M-Y-251南平台乙二醇储罐S-Y-251来自中北、中南、北平台各分离器的液相来自计量分离器水相计量分离器S-V-201闭式排放罐S-V-571观察窗8海管乙二醇注入空气吹扫管线蓝色流程为污水处理通道,负责处理南平台脱出的污水和中北平台高含水井2-3、MN5井的产出水。红色流程为乙二醇回收通,负责处理其它各井生产的少量污水和回收乙二醇。双通道处理工艺运行后具有以下优点:1.南平台生产的污水大部分被脱除,进入2海底管线专门输送,使8海底管线的含水量大幅度下降,降低了8海底管线冻堵风险的同时,也大幅度减少了海管的乙二醇注入量,也减少了向南平台运输乙二醇的工作量,形成良性循环。2.由于污水处理通道脱除南平台和中北平台两口高含水井(2-3、MN5)的生产污水约30方/日,使进入乙二醇回收通道的富液量下降到20方/日左右,即有效地降低了乙二醇回收通道的冷凝水量,如果按冷凝水中乙二醇平均浓度为2%,回收效率80%计算,则每天少消耗乙二醇0.5方左右,极大的节约了生产成本。3.用于生产污水处理的重沸器温度要求低,所需要的热量少,而用于乙二醇回收的重沸器也因为处理量的下降而减少了热量要求,因此总体热量需求基本与原来单系列运行的热量相当,一台热介质炉完全满足需要。4.经过重沸器蒸馏法处理后的生产污水含油在30PPm以下,达到直接排放标准。五、结论锦州20-2气矿污水系统于2006年3月底改造完成,于4月初投入使用。生产污水处理通道的实际运行效果见下表:取样日期入口污水含油(PPm)冷凝水含油(PPm)化验单位备注2006.4.76518.8JZ9-3油矿2006.4.1315225.3JZ9-3油矿2006.4.2712828JZ9-3油矿2006.4.3018829JZ9-3油矿2006.5.1216622.5JZ9-3油矿清洗鲍尔环后冷凝水平均含油25.32从表中运行数据可以看出,生产污水含油完全达到了30ppm以下的排放标准。利用再生系统蒸馏法处理生产污水对空间紧凑、生产污水量少的油气设施的生产污水处理提供了一个有益的选择。参考文献:锦州20-2气矿操作维修手册,北京设计院编写。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 3134456
3134456
本文标题:再生装置蒸馏法巧解生产污水难题
链接地址:https://www.777doc.com/doc-1323913 .html