您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 课程设计-采用PLC技术设计专用钻床控制系统的电气控制线路
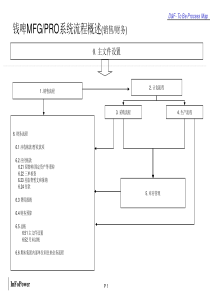
《电气控制与可编程序控制器应用技术》课程设计第1页共10页《电气控制与可编程序控制器应用技术》课程设计物理与电子信息工程学院《电气控制与可编程序控制器应用技术》课程设计第2页共10页电气控制与可编程序控制器应用技术课程设计报告设计课题:采用PLC技术设计专用钻床控制系统的电气控制线路专业班级:自动化0812小组成员:指导教师:冯浩源设计时间:二〇一九年八月五日《电气控制与可编程序控制器应用技术》课程设计第3页共10页采用PLC技术设计专用钻床控制系统的电气控制线路一、设计任务与要求1.通过使用三菱FX2N系列可编程控制器设计出专用钻床控制系统的电气控制线路;2.当用户按下启动按钮后,相应的钻床自动工作,直至工件一次加工(钻头规定为两个,即一次钻一对孔)完成;3.工件加工完成(即钻孔全部钻好,本设计以6个钻孔为任务)后,钻床可自动返回初始状态,为下一次启动做好准备;二、方案设计与论证钻床是用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移动为进给运动。即工件固定不动,刀具做旋转运动。因此,设计的程序主要是控制刀具(即钻头)的运动,而且钻头应能根据钻孔的程度作出相应的响应,按照给定的顺序一步一步往下进行,使用步进顺序控制较为简单。根据对两个钻头的控制方式的不同,产生如下两个方案:方案一、钻头异步工作当钻床启动后,两个钻头同时工作,由于摩擦等因素,两钻头不可能同时钻孔完成,于是,钻孔先完成的钻头先回到初始位置,然后该钻头向某一方向旋转120°,继续执行钻孔操作,当另一钻孔也完成钻孔后,也向同方向旋转120°,执行钻孔任务。当任意一个钻头钻够三个钻孔时,就停止工作,先回到初始状态,等待另一个钻头完成任务,返回初始状态。此时,启动按钮按下才会生效。方案二、钻头同步工作当对钻床系统初始化后,按下启动按钮,钻床工作台把工件夹紧,两个钻头同时开始工作,对工件钻孔。钻孔完成后,钻头回到初始位置,两个钻头同方向旋转120°,旋转到位后,两钻头再次同时工作钻《电气控制与可编程序控制器应用技术》课程设计第4页共10页孔,当钻好六个孔时,钻床各部件将回到初始状态,等待下一次启动按钮的按下。比较两种方案,方案一要省时高效,但不易编写程序达到目的;而且摩擦等的影响不会使两钻头工作时间有太大的差距。综合以上考虑,本设计将采用方案二对专用钻床控制系统进行设计。三、专用钻床顺序功能图设计与功能说明本设计对应的专用钻床用来加工圆盘状零件上均匀分布的6个孔。操作人员放好工件后,按下起动按钮X0,Y0为ON,工件被夹紧,夹紧扣压力继电器X1为ON,Y1和Y3使两只钻头同时开始工作,钻到由限位开关X2和X4设定的深度时,Y2和Y4使两只钻头上行,升到由限位开关X3和X5设定的起始位置时停止上行,升到由限位开关X3和X5设定的起始位置时停止上行。两个都到位后Y5使工件旋转120°,旋转到位时X6为ON,同时设定值为3的计数器C0的当前值加1,旋转结束后又开始钻第二对孔。3对孔都钻完后,计数器的当前值等于设定值3,Y6使工件松开,松开到位时,限位开关X7为ON,系统返回初始状态。四、软件编程(梯形图和程序指令表)由于三菱FX系列PLC的电脑编程软件SWOPC-FXGP/WIN-C能对FX系列PLC的FX0/FX0S、FX0N、FX1、FX2/FX2C、FX1S、FX1N和FX2N/FX2NC等机型进行梯形图、指令表和SFC编程,并能自由地进行切换。该软件还可以对程序进行编辑、改错、核对。并可将电脑屏幕上的程序写入到PLC中,或从PLC中读取程序。该软件还可对运行中的程序进行监控,在线修改等优点,故本设计通过使用SWOPC-FXGP/WIN-C软件,《电气控制与可编程序控制器应用技术》课程设计第5页共10页在SFC图编辑窗口中输入对应的顺序功能图,通过切换编辑窗口,得到上述功能图对应的梯形图和指令表。专用钻床梯形图其对应的指令表如下:LDM8002SETS0STLS0RSTC0LDX0SETS1STLS1OUTY0《电气控制与可编程序控制器应用技术》课程设计第6页共10页LDX1SETS2SETS5STLS2SETS3STLS3OUTY2LDX3SETS4STLS5OUTY3LDX4SETS6STLS6OUTY4LDX5SETS7STLS4STLS7SETS8STLS8OUTY5OUTC0K3LDX6ANIC0OUTS2OUTS5LDX6ANDC0SETS9STLS9OUTY6LDX7OUTS0RETEND五、硬件调试(I/O分配图和PLC接线图)1、I/O地址分配表根据软件编程所用到的软开关符号进行实际功能分配,即编制出I/O地址分配表如下表所示。专用钻床I/O地址编排表输入变量输入开关输入端口功能说明输出变量负载输出端口功能说明X000PO1000启动Y0ZJ1000工件夹紧X001PO2001夹紧扣压力继电器Y1ZJ2001钻头1下行钻孔X002PO3002钻头1下行限位Y2ZJ3002钻头1上行X003PO4003钻头1上行限Y3ZJ4003钻头2下行钻孔《电气控制与可编程序控制器应用技术》课程设计第7页共10页位X004PO5004钻头2下行限位Y4ZJ5004钻头2上行X005PO6005钻头2上行限位Y5ZJ6005工件旋转120°X006PO7006旋转到位Y6ZJ7006松开工件X007PO8007松开扣压力继电器2、I/O电气接口图专用钻床的PLC电气接口图如下所示,由于条件有限,无法在实际的专用钻床上进行试验,故对应输入用按钮替代相应的机床继电器或按钮,输出用LED显示灯来替代相应执行元件的执行动作。六、性能测试与分析七、结论与心得《电气控制与可编程序控制器应用技术》课程设计第8页共10页八、参考文献1、电气控制与可编程控制器应用技术/郁汉琪主编.——2版.——南京:东南大学出版社,2009.92、电气控制与可编程控制器技术/史国生主编.——北京:化学工业出版社,2003.123、机床电气与PLC/陶维利主编.——西安:西安电子科技大学出版社,2006.54、可编程控制器基础及编程技巧/陈宇,段鑫编.——2版.——广州:华南理工大学出版社,2002.3(2006.3重印)《电气控制与可编程序控制器应用技术》课程设计第9页共10页电气控制与可编程序控制器应用技术成绩评定表专业:班级:学号:姓名:课题名称设计任务与要求指导教师评语建议成绩:指导教师:课程小组评定评定成绩:课程负责人:《电气控制与可编程序控制器应用技术》课程设计第10页共10页时间:年月日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 5670620
5670620
本文标题:课程设计-采用PLC技术设计专用钻床控制系统的电气控制线路
链接地址:https://www.777doc.com/doc-133038 .html