您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第八章 生产系统布局
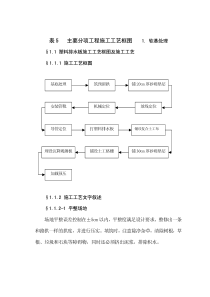
第8章设施选址与设施布置影响生产与服务选址的因素选址的定量分析方法生产与服务设施布置车间布置非制造业的设施布置第一节影响生产与服务设施选址的因素一、设施选址的基本问题–2层问题:设施区域选址–具体位置选址–2大类:单一设施位置选择在现有设施网络中布新点–选址目标:工业设施--注重成本最小化;服务业---销售收入最大化;仓储业---成本因素+供货速度等。二、设施选址的影响因素1.制造业设施选址的主要影响因素:新建设施选址:–劳动力条件;–距离市场的远近程度;–生活环境;–距离供应商和资源的远近程度;–距离企业所属其他部门的远近程度;二、设施选址的影响因素2.服务业设施选址的主要影响因素:–选址区域顾客的购买力;–服务生产能力与选址区域潜在顾客人口统计之间的相适应程度;–选址区域的市场竞争程度;–所提供的服务具有的竞争优势;–与竞争对手比,所选位置的特点;–服务设施质量、水平与相邻商业状况;–经营策略;–管理水平等。二、设施选址的影响因素3.影响因素之间的权衡4.企业生产运作全球化趋势对设施选址的影响三、不同类型企业的设施选址产品型市场地区型生产工艺第二节选址的定量分析方法一、单一设施选址1.单一设施选址的不同情况–新成立企业或新增加独立经营单位;–企业扩大原有设施(另选新址);–企业迁址;一、单一设施选址2.厂址选择的程序–确定选址总体目标;–收集与选址有关资料;–收集目标地区资料;–评价各目标地区、确定选址区域;–综合分析、确定具体厂址。3.厂址选择的定量分析方法分级加权法;**盈亏平衡分析法;**重心法;**3.厂址选择的方法--分级加权法列出有关影响因素;规定评价标尺;确定各因素权重;对每个方案打分、计算分数;选择分数最高者。例1分级加权法影响因素权数候选方案ABCD劳动力条件地理条件气候条件扩展余地总计7561234142211421287108112122*993.厂址选择的方法---盈亏平衡法条件:–估计销售量–每一选址的固定成本与变动成本例2例2:盈亏平衡法可选地有3个(A、B、C),其固定成本分别为:30、60、110万元;单位变动成本分别为:750、450、250元,估计年销售量为2000个。解:计算总成本总成本=固定成本+变动成本A=300,000+750*20000=1,800,000B=1,500,000*C=1,600,000问题:如果年销售量在3000个,则选择何地?ABC1000250030601103.厂址选择的方法---重心法W1W5W4W2W3P5(x5,y5)P4(x4,y4)P1(x1,y1)P2(x2,y2)P3(x3,y3)P(x,y)X=∑LiXi/∑Li;Y=∑LiYi/∑Li重心法的解法例3某重型机械厂,每年从A运钢材,从B运铸铁,C运各种造型材料,从D运其它材料。各地与中心城市的距离和每年的材料运量见下表,用重心法求该厂的位置。原材料产地ABCD坐标XaYaXbYbXcYcXd,Yd距中心城市的坐标90500350400100120350200年运输量180010008002400重心法的解法例3某重型机械厂,每年从A运钢材,从B运铸铁,C运各种造型材料,从D运其它材料。各地与中心城市的距离和每年的材料运量见下表,用重心法求该厂的位置。原材料产地ABCD坐标XaYaXbYbXcYcXd,Yd距中心城市的坐标90500350400100120350200年运输量180010008002400X=∑LiXi/∑Li=235.67;Y=∑LiYi/∑Li=312.67二、设施网络中的新址选择线性规划;运输表法;**启发式方法(heuristics);模拟方法;优化方法等。运输表法步骤:–确定初始解:“西北角”法则–寻找最优解:–找空白格,是否可进一步降低总运销成本–表征系数(对已占有的格):Ri+Kj=Cij–令R1=0–求出Ri=?Kj=?–计算改进程度:Cij-Ri-Kj–若0,则可改进;若0,则为最优例4:例4:运输表法生产厂B1需求量A1A2销售中心D1销售中心D2生产能力140909011012010080012006009005002000600200700500初始解:R1+K1=140R2+K1=90R2+K2=120R3+K2=100令R1=0求出:K1=140,R2=-50,K2=170,R3=-70改进程度指数:C12-R1-K2=-60C31-R3-K1=20例4:运输表法改进后生产厂B1需求量A1A2销售中心D1销售中心D2生产能力1409090110120100800120060090005002000800100500600第3节生产和服务设施(厂区)布置一、设施布置的基本问题二、设施布置的基本类型三、工厂总平面布置原则与方法**第3节生产和服务设施(厂区)布置一、设施布置的基本问题(一)要考虑的问题1.包括哪些经济活动单元–基本生产单位;辅助生产单位;–生产服务单位;生产技术准备部门;–附属生产单位。2.每个单元所需空间3.每个单元的形状4.每个单元的位置一、设施布置的基本问题(二)影响企业经济活动单元构成的因素企业的产品;企业规模;生产专业化水平与协作化水平;企业的技术水平。二、设施布置的基本类型工艺对象专业化布置;产品对象向专业化布置;成组生产单元;固定布置;混合布置。1.工艺对象专业化布置原则:物料运送成本最小方法:物料运量图法LLL车床组DDDD镗床组磨床组GG接收和发运2.产品对象专业化布置三、工厂总平面布置原则与方法总平面布置原则–满意和安全原则;–流动畅通和移动路线最短;–空间的综合利用和均衡灵活的原则方法–物料运量图法**;–作业相关图法**;(一)物料运量图法原则:相互运输量大的生产单位尽量靠近布置,使总运输量最小。步骤:–1.物料运量表;–2.运量相关线图;–3.计算吞吐量;–4.进行安排。例5物料运量图法举例某企业有6个生产单位,其运输量已知,见表。用物料运量图法进行工厂的平面布局。至从123456总计162241426431336644204624125116347总计015161311126767运量相关线图513/1528612437/1219物料运量图法举例计算吞吐量362825191412部门号324615部门之间关系3-4,3-2,3-5,3-6;2-3,2-4,2-5;4-3,4-6,4-5;6-3,6-2;1-2,1-6,1-4,1-5;5-342615(二)作业相关图法也可用于办公室布置关系密切程度分类及代号代号AEI关系密切程度绝对必要特别重要重要代号OUX关系密切程度普通的不重要不予考虑作业相关图法关系密切程度的原因及代号代号12345678关系密切程度的原因使用共同的记录共用人员共用地方人员接触文件接触工作流程的连续性做类似的工作使用共同的设备作业相关图未加整理的方块图1接收与发运A-2I-5,8O-3,4U-6,72成品库A-1,5I-8?O-3,4U-6,73工具车间A-4,5I-8O-1,2U-6,74修理车间A-3,5I-8O-1,2U-6,75生产车间A-2,3,4E-6,8I-1U-76中间零件库E-5I-8U-1,2,3,4,77餐厅O-8U-1,2,3,4,5,68办公室E-5I-1,2,3,4,6O-7经过初步整理的方块图11接收与发运A-2I-5,8O-3,4U-6,72成品库A-1,5I-8?O-3,4U-6,73工具车间A-4,5I-8O-1,2U-6,74修理车间A-3,5I-8O-1,2U-6,75生产车间A-2,3,4E-6,8I-1U-76中间零件库E-5I-8U-1,2,3,4,77餐厅O-8U-1,2,3,4,5,68办公室E-5I-1,2,3,4,6O-71接收与发运A-2I-5,8O-3,4U-6,72成品库A-1,5I-8?O-3,4U-6,73工具车间A-4,5I-8O-1,2U-6,74修理车间A-3,5I-8O-1,2U-6,75生产车间A-2,3,4E-6,8I-1U-76中间零件库E-5I-8U-1,2,3,4,77餐厅O-8U-1,2,3,4,5,68办公室E-5I-1,2,3,4,6O-7面积成比例的布置图1672345按厂区范围安排的布置草图16234578第4节车间布置一、车间设备布置技术插图布置草图(图)模板布置模型布置布置草图二、车间平面布置的数学方法——“从至表”试验法步骤:1).根据每一零件的工艺方案绘制出综合工艺路线图;2).根据零件的综合工艺路线图编制零件从至表3).分析从至表;4).作出块状区划图;5).进行不同方案比较;6).作出最终详细方案。“从至表”试验法举例1.零件的综合工艺路线图2.原零件从至表1毛坯库2铣床10检验台从至1毛坯库2铣床3车床4钻床5镗床6磨床17压床3车床4钻床5镗床6磨床17压床8磨床29锯床合计28141213611611111213813613178磨床29锯床10检验台合计217116342611138136135858四象限车床钻床3611113214281车床钻床1,3象限从至数之和:S12,4象限从至数之和:S2两工作地从至数之和:S3S=S2-S1+S3若=0,则不需调整S0,则互换位置1ⅠⅡⅢⅣ3.改进后的从至表1毛坯库2车床10磨床从至1毛坯库2车床3钻床4铣床5压床6检验台7锯床3钻床4铣床5压床6检验台7锯床8镗床9锯床2合计8426331413118661731138镗床9磨床210磨床1合计171131186631158581122216211311114.零件移动总举例计算原来:–前进:格数*对角位上各次数之和=178–后退:25–零件移动总距离=178+25=203改进后:–前进:123–后退:38–零件移动总距离=123+38=161三、产品专业化流水生产线2种常见类型:–工艺加工制造流水生产线(fabricationline)–装配流水生产线(assemblyline)插图(1)流水生产线的选择考虑适用于大批量、品种非多样化的生产,如重复性和连续性的生产运作环境。使生产流中的每一道作业工序的产出趋于均衡,并获得预期的产出量。(2)流水生产线设计遵循的原则:在满足一定产出率条件下,将相对独立的作业工序按加工或装配顺序分配给沿流水生产线分布的工作单元,并使所需工作单元数为最少。步骤1:编制产品流水生产线作业工序操作顺序流程图[例8-6]某一产品总装配时间要求66分钟。产品装配过程中的作业工序及其操作时间等有关数据如表8-4所示。表8-4产品流水线生产作业工序操作顺序数据作业工序操作时间(分钟)前道作业工序A10-B11AC5BD4BE12AF12C,DG7FH11EI3G,H总操作时间=66图8-8产品流水生产线作业工序操作顺序流程图A10B11C5D4E12F3G7H11I3步骤2:将作业工序进行组合构成若干个工作单元。确定流水线的生产节拍。生产节拍=每日可供作业时间/每日产出量(或每日需求量)计算理论最小工作单元数。Um=ti/C(i=1,2,...,m)式中:–ti--工作单元内完成第i项作业工序所需的时间,–ti--完成每一工作单元内作业工序所需时间,–C--流水线的生产节拍,–m--工作单元内作业工序的数目。流水生产线的非作业时间和效率:–非作业时间=UC-ti–效率(%)=(ti/UC)100平衡流水生产线。经验法则1:先选择所需操作时间最长的作业工序。经验法则2:先选择具有后续作业工序数最多的作业工序。[例8-7]根据[例8-6]中所给出的产品流水生产线作业工序操作顺序流程图和各作业工序的操作时间,给出该流水生产线的平衡结果。每天可
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 zyf101
zyf101
本文标题:第八章 生产系统布局
链接地址:https://www.777doc.com/doc-1332523 .html