您好,欢迎访问三七文档
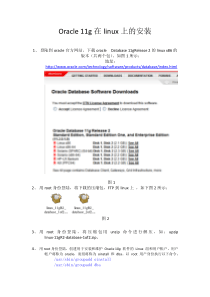
第十二章机械图概述编制:李小平李亮本章目录h§12-1零件与部件的关系§12-2零件结构的工艺性§12-1零件与部件的关系机器和部件都是由多个零件按装配关系组合而成的。车床机械图机械图零件图装配图表达单个零件的图样。表达机器或部件的图样。(总装配图和部件装配图)机械图是用来表达机器、部件、零件的工程图样,是指导机械产品加工、装配、检验、安装等方面生产过程的重要技术文件。机器和部件的生产过程:设计制定加工工艺加工零件检验零件装配调试安装装配图零件图在机器的生产过程中,装配图和零件图密切配合,缺一不可。铣刀头部件的作用、视图、结构特点、零件间关系及尺寸分析举例铣刀头是铣床上的一个部件,它带动铣刀盘旋转来对工件进行切削。它由16种零件所组成(不含铣刀盘)。它的传动路线为:带轮4键13铣刀盘轴7座体8键5轴承6螺钉10螺钉2螺栓15挡圈14挡圈1垫圈16毡圈12调整环9端盖11销3皮带轮4—键5—轴7—键13—刀盘支承:座体8—轴承6—轴7—皮带轮4、刀盘二:轴肩—轴承6—调整环9—端盖11—螺钉10三:轴肩—带轮4—挡圈1—销3—螺钉2四:轴肩—铣刀盘—挡圈14—垫圈16—螺栓15密封:毡圈12每个零件都有作用,缺一不可!定位和紧固一:轴肩—轴承6—端盖11—螺钉10表达方式:两个视图。主视图---全剖、假想画法。左视图---局部剖、拆卸画法。反映了部件的传动路线、工作原理、装配关系等内容。图12-2铣刀头主视图轴胶带轮座体滚动轴承滚动轴承键键端盖端盖•在机器和部件中,每一种零件都起着一定的作用,都是不可缺少的。•零件的结构形状尺寸和技术要求,主要由零件的作用决定,还要考虑加工工艺的要求以及使用、维修的方便。•设计零件要充分考虑零件与部件的关系如:定位关系、配合关系、尺寸关系等。零件的设计要在部件装配图完成后才进行,零件的形状和尺寸都会对部件整体产生影响。定位关系配合关系尺寸关系根据作用,零件可分为三类:一般零件:结构形状由它在机器或部件中的作用和制造工艺要求决定的零件。按结构特点可分为:轴套类、轮盘类、支架类、箱体类。传动零件:起传递动力和运动作用的零件。如:胶带轮、齿轮等。标准件:主要起零件的连接、支承和密封等作用的零件。如:螺栓、螺钉、螺母、键、销、滚动轴承、毡圈等。§12-2零件结构的工艺性零件结构的工艺性:是指所设计零件的结构,在一定生产条件下,是否适合制造、加工工艺的一系列特点,能否质量好、产量高、成本低地把它制造出来,以得到较好经济效果的问题。一、铸造工艺对零件结构的要求铸造是指将熔化的材料倒入预先做好的模型中,以得到毛坯或成型零件的一种制造方法。下箱型腔上箱为保证能得到合格的产品,对铸件结构有特殊的要求,常见的有:1、铸件的最小壁厚为避免材料熔液在充满铸型前凝固,要控制铸件壁的最小厚度。2、铸件壁厚要均匀缩孔壁厚要均匀壁厚逐渐过度铸件顺序凝固时在热胀冷缩下会使内部产生缩孔以避免铸件产生较大的缩孔和裂纹。3、关于外、内壁厚与肋的厚度应依次减薄,以避免铸造应力产生变形和裂纹。4、铸造圆角和铸造斜度(拔模斜度)铸造圆角防止铸件应力集中、塌沙、粘沙,便于铸件除沙清理。铸造圆角半径可统一标注。经切削加工后,铸造圆角会消失。拔模斜度便于铸件造型时顺利起模。拔模斜度无特殊要求时,在图中可不画出。拔模斜度多为1:10至1:20,可在图中统一注明。铸件拔模方向不应有内陷,以便于铸件造型时顺利起模。铸件结构应简单,以便于铸件造型。二、机械加工工艺对零件结构的要求从机械切削加工角度出发提出的工艺要求。1、力求毛坏有较高的精度,较小的切削量,并尽可能缩小加工面积,减少加工面数量。常采用在毛坏上加凸台、凹槽、凹坑、沉孔。大直径孔以减少加工面2.为了防止划伤人手和便于装配,常将加工时形成的尖角切除成倒角或圆角。为避免应力集中,在轴肩转折处往往加工成圆角。为了方便刀具退出或使砂轮可以越过加工面,常在待加工面的末端加工出退刀槽或越程槽。为了方便刀具进入或退出加工面,可留出退刀槽或工艺孔,以便刀具进入或退出加工面。3、尽量避免设置不敞开的加工面。4、零件上同类型的结构要素,尽可能统一尺寸,并排列一致,以便采用比较少量的定径刀具和夹具.5、设计钻孔,要考虑钻头与被钻处的位置,务必使钻头垂直钻进。因此,钻斜孔时,宜增设凸台或凹坑。还要尽可能避免单边加工。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 ljylwh
ljylwh
本文标题:第十三章机械图概述
链接地址:https://www.777doc.com/doc-135815 .html