您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 自动化生产线安装与调试毕业设计
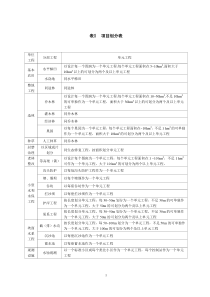
水利电力职业技术学院毕业设计说明书姓名:编号:设计题目:基于485通信的PLC控制系统设计指导老师:任务书发给日期:设计书完成日期:自动化工程系电气技术教研室2012年月日设计目录一、设计任务及其要求...................................................................................................................31.1设计任务:.......................................................................................................................31.2自动化生产线系统组成...................................................................................................31.3自动生产线的要求...........................................................................................................31.4工作任务..........................................................................................................................4二、整套系统的主要设备清单...............................................................................................52.1、整套的主要设备表.........................................................................................................52.2、主要输入/输出设备表...................................................................................................6三、电气设备硬件部分...................................................................................................................63.1动力部分...........................................................................................................................63.1.1步进电机与步进驱动器.......................................................................................63.1.2三相变频电机与变频器......................................................................................123.1.3气动元件..............................................................................................................133.2开关及传感器部分:......................................................................................................173.2.1光纤传感器.........................................................................................................173.2.2、漫射式光电接近开关.......................................................................................183.2.3磁性开关.............................................................................................................213.3其他主要模块简介..........................................................................................................223.3.1PLC模块..............................................................................................................223.3.2RS-485通信模块................................................................................................22四、组态画面监控设计.................................................................................................................28五、GXDeveloper软件程序设计...............................................................................................285.1供料单元程序设计.........................................................................................................305.2输送单元程序设计.........................................................................................................305.3分拣单元程序设计.........................................................................................................36六、心得体会................................................................................................................................38七、参考文献................................................................................................................................39一、设计任务及其要求1.1设计任务:设计一条采用了基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式的生产线。此生产线能自动识别黑色与非黑色工件,并对识别的工件进行加工和分拣堆放。生产线由执行系统和电控系统组成。其中执行系统包括变频输送线、气动吸盘机械手、推料气缸、位置判断器、颜色判断器等组成。电控部份包括PLC、变频器等组成。1.2自动化生产线系统组成自动分拣传送生产线由间歇式送料组件、输送带组件、机械手组件、推杆组件等机械装置以及配套的电气控制系统、气路回路组成。1.3自动化生产线的要求1、原点位置要求:(1)气动吸盘机械手在工件判断位上方限位位置而且吸盘不动作。(2)变频输送线停止。(3)各类判断器处于工作状态。2、工作程序要求:(1)工件由手动启动,启动后工件被推出;当前一个工件取走后,推出下一个。(2)机械手送至输送带,当工件运行至判断黑、白区域时,利用传感器将工件区分出来,并将工件分装到不同区。3、生产线操作方式要求:由操作面板控制,面板操作方式分为手动方式和自动方式,其中:自动为连续运行:按下启动按钮,开始连续的反复运行。4、生产线的保护要求:(1)急停动作要求:不管在什么状态,当急停键按下时,所有机械都停止动作。当急停键松开后,根据其他要求进入操作状态。注意:在急停状态,机械手上如果有工件,机械手上的工件需要保持吸取状态。(2)工艺性停止动作要求:当停止键按下时,机械手停止移动,输送带停止运动。当松开停止键时,恢复停止前的动作。注意:在停止状态,机械手上如果有工件,机械手上的工件需要保持吸取状态。5、复位动作要求:按动急停操作后,必须先经过复位操作,再经过回原点操作后,系统才能进行自动操作。但是当急停动作后,不需要进行复位操作便可以进行手动操作。1.4工作任务:1、传感器的安装与调整、PLC与定位模块的通讯设计与参数设置。2、了解电气原理图,包括PLC的I/O接线图与I/O分配表、电气接线图。并画出简单气动控制图。3、按照要求正确编写PLC指令的状态功能图及梯形图。4、编写调试大纲。5、上机完成系统的调试和通电运行,正确完成系统的工作任务,并达到要求。二、整套系统的主要设备清单2.1、整套生产线的主要设备表序号设备名称型号规格数量备注1可编程控制器三菱FX2N—48MT1台晶体管输出型,48点I/O,24点入24点出(主机型号可选择,需FX2N系列的晶体管输出的PLC)2可编程控制器三菱FX2N—48MR2台继电器输出型,48点I/O,24点入24点出(主机型号可选择,需FX2N系列的继电器输出的PLC)3漏电开关DZ47-601台4步进驱动器3M4581台5步进电动机3S57Q-040791台6三相变频电机80YS25GY38/80GK10H1台7极限开关VS10N051C29个8磁性开关D-C73多个9光电开关E3X-NA11两个10检测传感器CX-441三个11变频器三菱FR-A5001台12搬运站机械手1套13气动执行机构1套14PLC编程软件GXDeveloper1套软件根据所购PLC型号确定2.2、主要输入/输出设备表输入设备序号设备名称型号规格1伺服放大器MR-J2S-40A2极限开关VS10N051C23磁性开关D-C734光电开关E3X-NA115检测传感器CX-441输出设备1步进电动机3S57Q-040792三相变频电机80YS25GY38/80GK10H3变频器三菱FR-A5004搬运站机械手5气动执行机构三、电气设备硬件部分3.1动力部分:3.1.1步进电机与步进驱动器步进电机和驱动器构成的系统完成对搬运站机械手在运行轴上准确的定位,步进电机型号是:3S57Q-04079;驱动器的型号是:3M4583S57Q-04079型号的步进电机实物图(如右):1、步进电动机简介步进电动机是将电脉冲信号转换为相应的角位移或直线位移的一种特殊执行电动机。每输入一个电脉冲信号,电机就转动一个角度,它的运
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![03 战略规划范例[quatech2009]](/doc-784851.png)

 t6544321t
t6544321t
本文标题:自动化生产线安装与调试毕业设计
链接地址:https://www.777doc.com/doc-1370796 .html