您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 现场IE管理(张大为)
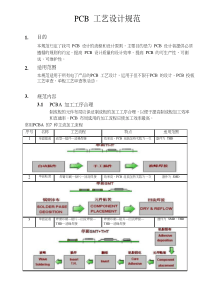
1三一重工现场IE管理湖汽公司张大为2012年12月2三一重工工业管理的定义一工序改善的步骤二工序分析法三目录Contents工序改善案例四3三一重工工业工程(IndustrialEngineering简称IE):工业工程是为了排除工作中的不经济、不均衡和不合理现象,使我们更加舒适、快捷、低成本生产高质量的产品,更好地为客户提供服务的手法。1.1、什么是工业工程1、工业管理的定义4三一重工工序分析动作分析搬运和规划工业工程手法作业测定手法测定作业时间值和掌握各作业所需时间的手法。方法改善手法通过对作业流程进行整理、分析,达到发现作业中存在的不经济、不均衡和不合理现象,并对其进行改善时间分析1.2、工业工程手法5三一重工1.3、改善的固定方式“改善的步骤”“欲速则不达”,只要踏踏实实地遵照步骤实行,最终才会迎来有良好的改善效果。固定方式第一项内容掌握“质量管理的七大法宝”和工业管理手法固定方式第二项内容6三一重工质量管理七大法宝特殊要因图最佳资源分配图对核对单柱状图分布图图表管理图分类统计7三一重工1.4、现场是宝山我们的工作岗位是存在很大改善潜力的聚宝山,一眼看去,好像没有任何需要改善的地方。但是,在这个技术发展令人目眩的时代,技术革新的道理告诉我们,维持现状就意味着倒退。因此,改善的余地是无止境的。改善改善改善改善改善8三一重工我们不能只考虑自己所在岗位的方便,也要为下一个工序考虑,要使之成为下一个工序也能乐于接受的改善。换而言之,要把下一个工序当成自己的客户考虑,服务于下一个工序,让下一个工序的作业人员满意,前后工序紧密合作,实现整体上的最佳优化组合是工序改善的重点。整体工序改善的提高下道工序的改善本道工序的改善9三一重工2、工序改善的步骤问题的发生、发现现状分析发现问题的重点改善方案的制定实施评价改善方案跟踪处理改善方案应该改善什么作业是怎么进行的改善的对象,那些地方存在不经济、不均衡、不合理等现象应该怎样排除存在的浪费、不均衡、不合理现象按照改善方案进行是否达到目的依据方案进行标准操作,防止反弹10三一重工•最近的生产是否有所下降,是否能够提高生产量,是否因工作人员过多影响生产率生产量、生产率(P)productivity•产品质量是否有所下降,不合格率是否变得更高了,合格率是否能够提高,产品缺点是否太多质量(Q)Quality•成本是否有所提高,原材料、燃料的单耗是否增加成本(C)Cost•是否出现了赶不上交货期,生产时间是否可以缩短交货期(D)Delivery•安全方面是否存在问题,事故是否很多,是否有不安全作业安全性(S)safety•是否有士气、干劲,作业人员的人际关系是否存在问题,作业人员配置是否合理士气(M)morale在考虑“问题是什么”时,按照PQCDSM的调查表进行调查,可以更加有效地确认问题之所在。11三一重工1、对事实进行实事求是地分析按照“5W1H调查表”进行全面的、毫无遗漏的调查是至关重要的。5W1Hwhatwhowhywherewhenhow12三一重工生产量批量大小所需时间所需人员吨/时个/时吨/次个/次公斤/天批/天吨/批个/批时/批分钟/次人/批人/次人/组搬运距离米/次次数/时个/次时/次2、定量分析各个问题点尽量用定量来表示,一定不能有含糊其词的做法。13三一重工3、记号化、图表化将问题记号化、图表化,会更易理解,更易分析,让任何人都能一目了然。工序分析中利用这些图记号,可以将作业的内容加以区别,使改善的重点变得更加明确。在寻找问题的重点时,以现场分析的结果为基础,召集有关人员开会讨论,绘制特殊要因图。这样,大家的意见将很容易收集且非常有效。14三一重工是否可以调换工序2个以上的工序是否可以组合起来是否可以不做如果不做将会怎样是否可以更简单排除组合简化交换改善四原则当确定了问题重点和改善目标,此时,在充分考虑改善4原则的基础上,制定改善方案时十分重要的。15三一重工工作轻松(减轻劳动疲劳)质量变好(提高产品质量)速度加快(缩短生产时间)成本降低(节减经费)通过改善必须达到的目的1、立即可以实施的方案2、需要一定准备的方案3、需要大规模进行准备的方案改善方案制定三大类16三一重工如果改善方案被采用,那么接下来重要的是必须进行试行。如果要进行设备改造或重新进行车间布置的话,一般来说方案不能进行试行。但是,可以假定在进行设备改造和重新布置的条件下,运用以前调查所得的各种数据,这样,假定现场作业的各种情况,也可以确认改善方案是否具有可行性。该方法称之为“模拟实验”。在改善方案试行的时候,我们要考虑作业人员的熟练程度,对作业人员进行培养训练是非常必要的。切记忽视这一环节二轻率地进行方案试行是得不出试行的正确结论的。另外,新的作业方法是不会完美无缺的,总是需要通过反复地改进才会逐渐变得完善,我们需要有这样的思想准备。17三一重工如果根据改善方案试行评价得到“十分有效”的结果,将进行实际操作。要实施改善方案,重要的是使方案标准化,防止重新采用原作业方式。按照以上的步骤完成改善之后,将寻找新的改善课题进行挑战。18三一重工3、工序分析法3.1、工序分析法的定义•在工厂里,原材料按照一定的顺序进行各种加工,最终形成产品上市。在这个过程中,包括加工、搬运、验货,甚至待工、搁置等作业。工序•按照规定的顺序进行调查、分析,掌握工序中存在的不经济、不均衡、不合理现象,以及中途出现的待工等现象,找到改善的重点,是服务于制定改善方案的一种分析方法。工序分析法19三一重工3.2、工序分析的目标对每天重复进行的工作,如果我们认为这样做是理所当然的,那就不会有进步,不会有改善。工序改善方案整理工序流程工序流程中是否存在不经济、停滞现象工序顺序是否合理工序流程是否流畅,设备配置、搬运方法是否合理工序中的作业是否必要,是否可以取消,是否有更好的作业方法20三一重工3.2、工序分析法的种类工序分析法•把以产品为主体的分析方法产品工序分析法•以作业人员为主体的分析方法作业人员工序分析法•对作业人员和机器或者数名作业人员共同作业进行分析的方法•作业人员-机器分析法、共同作业分析法联合工序分析法•对办公流程、手续流程、账本流程进行分析的方法事务工序分析法21三一重工3.3、工序图记号在工序分析中,工序流程是用规定的记号来描述的。这种记号称之为“工序图记号”。工序图记号是由日本工业规格中的“Z8206工序图记号”所规定的。工序图记号有“基本图记号”和“补助图记号”两种。基本图记号序号主要工序记号名称记号意思1加工加工○使原材料、零部件或产品的形状、性质进行改变的过程2搬运搬运◦使原材料、零部件或产品的位置进行改变的过程(记号的大小是加工记号的1/2或1/3)3停滞贮藏▽将原材料、零部件或产品按计划贮藏的过程4滞留D原材料、零部件或产品未能按计划进行而处滞留状态5检查数量检查□对原材料、零部件或产品的数量进行核算,将结果和标准要求相比较,判别差异的过程6质量检查◇检验原材料、零部件或产品的品质特性,并将结果和标准要求相比较,判定批量的合格率和单个体的优劣22三一重工补助图记号序号记号名称记号意思1流程线|表示主要工序的顺序关系2区分~~~表示在工序流程中的管理上的区分3省略===表示工序流程的某一部分省略基本图记号组合实例记号意思以质量检查为主,同时也进行数量检查以数量检查为主,同时也进行质量检查以加工为主,同时也进行数量检查以加工为主,同时也进行质量检查以加工为主,同时也进行搬运补助图记号是为了表示工序流程所采用的记号。一个工序同时执行两个不同的职能时,采用基本记号组合的方式表示。23三一重工3.3、工序图记号在工序分析中,工序流程是用规定的记号来描述的。这种记号称之为“工序图记号”。工序图记号是由日本工业规格中的“Z8206工序图记号”所规定的。工序图记号有“基本图记号”和“补助图记号”两种。基本图记号序号主要工序记号名称记号意思1加工加工○使原材料、零部件或产品的形状、性质进行改变的过程2搬运搬运◦使原材料、零部件或产品的位置进行改变的过程(记号的大小是加工记号的1/2或1/3)3停滞贮藏▽将原材料、零部件或产品按计划贮藏的过程4滞留D原材料、零部件或产品未能按计划进行而处滞留状态5检查数量检查□对原材料、零部件或产品的数量进行核算,将结果和标准要求相比较,判别差异的过程6质量检查◇检验原材料、零部件或产品的品质特性,并将结果和标准要求相比较,判定批量的合格率和单个体的优劣24三一重工4、工序改善案例VCR拍摄主作业分析改善点搜集作业编成(现状)工序平衡图(现状)找出瓶颈工位动作分析及时间设定搜集表主作业分析表作业编程表工序平衡图(验证)作业编成表(新)现场验证评估表改善点评估改善时间观测表效率调查作业编程表作业标准书作业标准书设计问题工具工装问题设备问题来料质量问题来料包装问题缺件问题可视化问题生产管理问题影响平衡率问题影响嫁动率问题问题发生发现现状分析发现问题点改善方案制定评价改善方案跟踪处理改善方案改善对策对策表ECRS改善对策作业编程表作业编成表(验证版)作业编程表布局问题定人定岗作业步骤一步骤二步骤三步骤四步骤五步骤六湖汽公司底盘IE改善实施流程图消除浪费提升工序平衡25三一重工4.1、问题的发生发现该如何测量他们的作业效率如何?作业中是否存在浪费?是否有改善空间?26三一重工管理编号作业分析观测表(人)工序搅拌车装配对象区域观测时间观测日观测者底盘车间8:00~11:202:30~5:104.14~4.17徐永明间接作业时间标准作业管理间接时间(28%)无作业时间(8%)返工时间特殊作业时间实际作业(66%)宽放时间(6%)其他早会6S生产安排报缺改订单清扫卫生生产报工打电话出差返工维修聊天待料等待上工序作业应对检查时间检工具或物料等辅料等待设备维修上工序找料等待设备等待质检等待不合格处理作业人员闲聊交流时间库房找料返工时间按返工相关处理时间借调工装制造维修布局变更装配时间自检时间找工具时间找料时间步行时间双人作业等待时间搬运废料处理找料拆包装劳保服装穿戴休息就餐吸烟·喝茶厕所洗手步行%5.54.423.65.21.80.2524.22422.2321时间占比缺件引起的停线情况严重6S保持较差无作业状态的杂谈长距离搬运工具整理较差物料未放在指定地点开包装作业多增值的装配时间占所有作业时间的52%,远低于标杆五十铃71%,改善空间明显。改善方向:减少缺件、6S提升、减少搬运、减少拆包装、提升工具管理、提升产线平衡率。改善什么作业内容不均衡采用作业分析观测表,抽查现场10位员工的瞬间动作,以发现该产线的作业效率。效率调查27三一重工4.2、何谓主作业分析管理编号主作业分析表(人)提交日提交人11299703/10464280张大为产品名3桥车观测日3.21白班(追记)(略图)工序名推力杆安装观测者柯美学作业名标准时间15min作业者刘文武设备名No.作业要素记号作业条件工装工具12345合计平均问题点备注作业区域前4123后28移动D3555153.75移动至车架内1023359366355210352629紧固右边推力杆(2个M18螺栓)○风炮、27套筒3541384115538.75套筒为手动工具套筒,容易爆裂1058400404396225856530紧固中间推力杆(2个M18螺栓)○弯腰75度风炮、27套筒4142384216340.75弯腰过程将胶瓶碰落到地上10994424424382421605…应用产品工序分析法,便于发现停滞、搬运的浪费记录作业工程中影响PQCDSM的问题通过多次拍摄的录像算出每个工序的标准时间1、为消除影响PQCDSM的浪费提供详细的改善点;2、为输出作业编成表和工序平衡图提供原始数据。作用28三一重工4.3、如何找到浪费的改善点№底盘三工位问题点改善策略担当完成日期1传动轴超过20KG,手动搬运很吃力,危险性高提供助力安装设备李学军8.312传动轴安装蹲在车架上,作业难度大暂无对策3推力杆摆车架上,有碰落的风险调整推力杆货架摆放位置,伸手可取到柯美学、彭良富5.2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 fblek97
fblek97
本文标题:现场IE管理(张大为)
链接地址:https://www.777doc.com/doc-1382476 .html