您好,欢迎访问三七文档
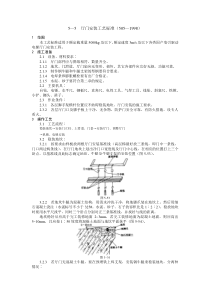
搪塑工藝流程圖SlushprocessdiagramPVC搪塑工藝特點(一)ThepeculiarityofthePVCslushprocessIPVCSlush手感Feeling++造型Styling++成本Cost+++工艺过程控制Processcontrol++机械性能MechanicalProperties+散发特性/气味Emissions/Smell-•可設計形狀複雜的產品,非常小的弧度,較深的倒角Producethecomplexshapeproduct,verysmallradianR0.5,deepundercut•PVC材料成本低LowPVCmaterialcost•工藝程序控制簡單穩定,工藝控制成本低,模具清洗成本低,對工藝的影響因素較少。Simpleandstableprocesscontrol,lowprocesscontrolcost,lowtoolcleaningcost,lessfactoraffecttheprocess.•線上搪塑模光澤可控制On-lineslushshellglosscontrollable单位Unit标准按VWTL52296StandardPVC表层厚度Skinthicknessmm0.9-1.21.1断裂强度TensilestrengthMPa≥1014断裂延伸率Elongation%≥250320肖氏硬度HardnessShoreA75±572摩擦性能abrasionproperties≥44-5物理性能(以Polo为例)PhysicalPropertiesPVC搪塑工藝特點(二)ThepeculiarityofthePVCslushprocessII步驟1:表皮包覆模Leatherortexturedfoilcoveredmastermodel步驟2:陰模1#Siliconenegativemodel#1withsupportingshell步驟3&4:主模型及皮紋修正、客戶認可Mothermodelcorrectedandengravedincludingcustomersignoff步驟5:陰模2#Siliconenegativemodel#2withsupportingshell步驟6:電鍍型芯模Bathmaster步驟7:電鍍鎳殼模Electrodepositionnickelshell步驟8:鎳殼模表面處理Nickelshellsurfacetreatment搪塑模製造工藝簡介SlushShellManufactureProcessBriefIntroduction步驟1:表皮包覆模Leatherortexturedfoilcoveredmastermodel步驟:1、包覆模型製造按照產品CAD資料,並計算包覆模型的材料收縮率和產品材料的收縮率,預留包覆表皮的厚度,製造包覆模型(見圖I)2、表皮包覆將客戶認可的表皮,按照客戶要求的皮紋方向將表皮包覆在包覆模型上。(見圖II)3、客戶對表皮包覆模進行確認圖I圖II步驟2:陰模1#Siliconenegativemodel#1withsupportingshell步驟:1、框架製造2、從表皮包覆模複製出矽氧膠陰模1#,帶拼縫線(圖III)圖III步驟3&4:主模型及皮紋修正、客戶認可Mothermodelcorrectedandengravedincludingcustomersignoff步驟:1、框架製造2、從矽氧膠陰模1#複製出主模型,帶拼縫線3、將主模型上的拼縫線處花紋進行手工修正(圖IV)4、客戶對修正後的主模型(圖V)進行認可圖IV圖V步驟5:陰模2#Siliconenegativemodel#2withsupportingshell步驟:1、框架製造2、從主模型複製出矽氧膠陰模2#(圖VI),此矽氧膠陰模可複製4-6個電鍍型芯模圖VI步驟6&7&8:電鍍型芯模、電鍍鎳殼模及鎳殼模表面處理Bathmaster、Electrodepositionnickelshell、Nickelshellsurfacetreatment1、從矽氧膠陰模2#複製出電鍍型芯模2、將電鍍型芯模放入電鍍池中進行電鍍。3、電鍍完成後,鎳殼脫出。4、按照客戶的表皮光澤度標準,對搪塑模進行表面處理。5、將搪塑模固定在搪塑模框架上(圖VII)。圖VII搪塑表皮優點Theadvantageoftheslushskin•可生產形狀複雜的產品Producethecomplexshapeproduct•紋理均勻美觀Thegrainuniformityandnice•手感柔軟舒適Softandcomfortablefeel•表皮厚度均勻Uniformityskinthickness良好的彈性及低收縮率Goodelasticityandshrinkage良好的機械性能Goodmechanicalproperty良好的耐老化性能Goodagingresistance易於長途運輸Easyforlongdistancetransport搪塑流水線特點(一)ThecharacteristicoftheslushlineⅠ•實現了流水化生產,縮短了生產節拍,大大提高了生產能力。Continuousproduction,reducethecycletime,increasethecapacity.•可同時生產不同模具類型、外形、顏色、原材料的儀表板。Producethedifferentmoldtype,shape,color,rammaterialinstrumentpanelatthesametime.•整套設備采用計算機控制,實現全自動化生產。Thewholeequipmentcontrolbythecomputer,automaticproduction.•加熱烘箱采用特種加熱技術,這種技術具有以下特點:Theheatingovenusethespecialheatingtechnology,thistechnologyhasthelistedcharacteristic:實現對搪塑模具的全域均勻加熱。Uniformityheattheoverallslushmold可對模具局部加熱效果進行監控調整。Controlandadjusttheslushmoldlocalheatingefficiency.生產的表皮厚度更均勻。Uniformityskinthickness搪塑流水線特點(二)ThecharacteristicoftheslushlineⅡ搪塑流水線特點(三)ThecharacteristicoftheslushlineIII采用專用凝膠烘箱,凝膠烘箱能保證:Usethespecialgelificationoven,thisovenensures:可對模具局部凝膠效果進行監控調整。Controlandadjusttheslushmoldlocalgelificationefficiency.表皮良好的機械性能。Goodmechanicalpropertyoftheslushskin搪塑流水線特點(四)ThecharacteristicoftheslushlineIV搪塑模采用快速水冷卻系統,縮短了生產節拍。Usethewatercoolingsystem,shortenthecycletime.搪塑模具的快速換模Quicklychangetheslushmold搪塑流水線特點(五)ThecharacteristicoftheslushlineV•對搪塑生產工藝中的所有工藝參數精確控制,實時控制及記錄重要工藝參數,包括:Accuratelycontroltheprocessparameteroftheslushskinmanufacture,real-timecontrolandrecordtheimportantprocessparameter,including:時間Time溫度Temperature角度Angle速度Velocity•搪塑模具與粉盒的自由組合Freecombinationbetweentheslushmoldandpowdercontainer•對加料系統的自動控制,加料精確,節省原材料Automaticallycontrolmaterialfeedingsystem,ensureaccuratematerialquantity,savetherawmaterial搪塑流水線特點(六)ThecharacteristicoftheslushlineVI搪塑流水線特點(七)ThecharacteristicoftheslushlineVII•模具清洗系統實現自動控制,確保了模具使用壽命。Automaticallycontroltheslushmoldwashingsystem,guaranteemoldservicelife.1.對清洗參數實現精確控制Accuratelycontrolthewashingparameter2.采用水淨化系統Usethewaterpurificationsystem3.采用特種表面脫模劑Usethespecialsurfacemoldreleaseagent•采用專用檢測設備,在線對搪塑表皮的重要性能指標進行檢測並記錄,包括:Usethespecialinspectionequipment,inspectandrecordtheslushskinimportantpropertyattheproductionline,including:表皮重量Skinweight表皮厚度Skinthickness表面光澤度Gloss.表面色澤Color.搪塑表皮質量控制Thequalitycontroloftheslushskin
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 烈罡风
烈罡风
本文标题:注塑件搪塑工艺介绍
链接地址:https://www.777doc.com/doc-1397142 .html