您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 普通离心泵作业指导书
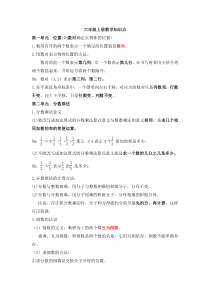
1、中修晋江燃气电力发电有限公司设备检修作业指导书页:5+3版次:A编号:设备类别:离心泵类普通自吸泵中修编写:审核:审定:批准:晋江燃气电力发电有限公司2011年7月14日中修晋江燃气电力发电有限公司设备检修作业指导书页:1/5版次:A编号:设备类别:离心泵类适用设备范围IS型、IH型、W型离心泵的检修工作工作内容及计划工时表序号内容预计时间(H)电气(人)预计时间(H)机务(人)预计时间(H)热工(人)技工技工技工1概述2工业安全、人身防护及风险预测3网络图4修前准备1115检修工序2216质量验证0.5107工作终结0.5118质量记录清单中修晋江燃气电力发电有限公司设备检修作业指导书页:2/5版次:A编号:设备类别:离心泵类1.概述本程序编写依据是根据厂家资料、历次检修经验并参照各种有关规程标准,适用于晋江燃气电力发电有限公司IS型、IH型、W型离心泵大修。本程序需经化学专工审核,设备部主任审定,总工批准后方可使用;主要检查泵轴弯曲、叶轮腐蚀、轴承润滑脂、更机械密封等,检修工作应严格按照工序作业指导书进行检修确保检修周期及检修质量,检修后的各项指标应符合指导书内的检修质量标准,检。
2、修过程无不安全情况发生。2.工业安全、人身防护及风险预测2.1安全防火,工作现场严禁吸烟。2.2工作现场照明充足。2.3工作票签发,落实安全措施可靠,方可开工。2.4钢丝绳起吊工具应检验合格后方可使用。2.5按照本指导书工序检修,注意人身和设备安全。2.6检修工作做到“工完、料净、场地清”。3.网络图零件加工修前准备──泵解体──零部件清洗──测量零部件──修理───组装──试运──验收轴弯度及轴承间隙更换机械密封4.修前准备4.1备品配件准备:轴承润滑脂1Kg机械密封4.2办理开工申请并提交工作票4.3工作组分析设备状况,确定重点检修或改进项目4.4明确各工作人员的分工、组织工作组成员学习安全技术和设备资料4.5联系协调各接口部门(提前通知有关部门作好准备)4.6现场准备4.6.1检修场地做好防止污染地面的措施4.6.2检查普通离心泵中修的安全技术措施是否可靠4.7工具准备:机械扒手铜棒钢丝绳塞尺百分表等4.8材料准备:干净的白布和破布煤油砂布毛刷机油4.9办理工作票及开工手续4.9.1工作开票工,核对现场工况及安全措施4.9.2交待注意事项和重要环节4.10设备停运前缺陷统计5.检。
3、修工序工作内容质检点工艺质量标准及要求安全标准及注意事项5.1拆卸泵与系统的联接部件。5.1.1将泵电机停电并关闭泵进出口阀门。泵出入口应加装堵板。工作负责人检查工作票安全措施的落实情况,确认中修晋江燃气电力发电有限公司设备检修作业指导书页:3/5版次:A编号:设备类别:离心泵类5.检修工序工作内容质检点工艺质量标准及要求安全标准及注意事项松开电机联轴器安全防护罩底座螺栓并取下防护罩。5.1.3拧下底部放液孔。5.1.4测量并记录联轴器中心(圆距与面距)。5.1.5拆卸泵进出口与系统联接螺栓。5.1.6拆卸水泵底座螺栓。5.2拆卸泵体与叶轮。5.2.1拆卸泵体与泵盖的联接螺栓。5.2.2将悬架、泵盖、轴、和叶轮一起拉出。5.2.3用专用扳手反丝拆卸叶轮螺母。5.2.4扒下叶轮并取出叶轮键,清洗检查5.2.5叶轮与键,测量并记录轴与叶轮间隙,叶轮与键的间隙。5.3拆卸泵盖与盘根5.3.1用铜棒轻轻将泵盖从托架上打下。5.3.2拆卸机械密封压盖螺母并取下压盖。5.3.3从泵体机械密封室内取出机械密封清洗检查所拆零部件,检查整修键及键槽。5.4拆卸轴与轴承5.4.1用三爪拉马扒下联轴器。5.。
4、4.2用紫铜棒轻轻打下联轴器与轴联接键。5.4.3拆下防尘罩。5.4.4拧下放油孔。5.4.5拆卸轴承两端压盖螺栓。5.4.6取下轴承两端压盖。5.4.7用紫铜棒轻轻锤击对轮侧头将轴与轴承一并从泵体侧抽出。5.4.8将轴承与轴套从一侧轻轻打下。5.4.9清洗并检查各部件,清洗检查并测量记录轴承间隙。5.5轴承与轴组装5.5.1将轴承从轴一侧打入装上轴承,然后再打入另一轴承。5.5.2将轴与轴承装入轴承托架内。5.5.3装上轴承两端压盖并紧固螺栓。5.5.4装上防尘罩。W圆距0.05mm,面距2~4mm。叶轮与轴的间隙不大于0.05(0.02~0.03)mm,叶轮与键侧面间隙为0.01~0.02mm,顶部间隙为0.2~0.3mm。检查泵盖有无锈蚀、裂纹与叶轮磨损现象。盘根室,挡圈清洗干净。检查整修键与键槽。键与槽配合顶部间隙0.2~0.3mm侧面间隙0~0.05mm。轴的最大弯曲度不大于0.04mm且光滑无锈蚀。轴承游隙小于0.05mm,轴承与轴紧靠间隙为0~0.03mm。轴承外围与托架间隙为0.01mm。联轴器与轴配合间隙0~0.05mm,键与槽配合顶无误后方可开工。把泵内水放净把油室。
5、内油放净。各数据测量要正确使用千分尺,游标卡尺及塞尺。中修晋江燃气电力发电有限公司设备检修作业指导书页:4/5版次:A编号:设备类别:离心泵类5.检修工序工作内容质检点工艺质量标准及要求安全标准及注意事项5.5.4装上联轴器与轴联接键。5.5.5用铜棒轻轻打上联轴器。5.6组装泵盖与盘根5.6.1装上轴套。5.6.2先将盘根压盖与挡圈套在轴上。5.6.3装上泵盖,用铜棒轻轻将泵盖打入托架。5.6.4将机械密封装入机械密封室内,然后将挡圈外再加机械密封。5.6.5上紧并紧固盘根压盖压紧盘根。5.7叶轮与泵体组装5.7.1将叶轮键装入轴与叶轮联接的键槽内。5.7.2将叶轮用铜棒轻轻打入轴内。5.7.3装上叶轮螺母背帽并紧固。5.7.4装上泵盖并紧固泵盖与泵体联接螺丝。5.8对轮找中心与泵与系统联接5.8.1将百分表座支在电机轴上,表头指在泵侧靠背轮上。5.8.2转动靠背轮每转90°位置,读出百分表的圆距数并用塞尺测量上下左右四个方向的面距数。5.8.3对轮找正后紧固泵地脚螺栓。5.8.4手盘对轮检查。5.8.5装上靠背轮护罩并紧固螺栓。5.8.6紧固泵进出口螺栓。W部间隙为0.2~0.3m。
6、m,侧面间隙0~0.05mm。压盖与轴间隙0.4~0.5mm与盘根室内壁间隙0.1~0.2mm.。盘根切口为30°,切面平整,相邻盘根斜切口成90°~120°。叶轮与轴的间隙0.02~0.03mm。叶轮与键侧面间隙为0.01~0.02mm,顶部间隙为0.2~0.3mm.。圆距0.05mm,面距2~4mm。盘车灵活。正确使用百分表及塞尺,千分尺。6.质量验证工作内容质检点工艺质量标准及要求安全标准及注意事项6.1准备工作6.1.1装入润滑油。6.1.2工作负责人到运行值班联系送电。6.2泵试转6.2.1全面检查后通知运行启动泵。6.2.2检查泵出口流量及压力.。油位在油杯中心线以上两毫米。符合额定压力且指示稳定.。注意事故按钮位置以便紧急情况下停机。中修晋江燃气电力发电有限公司设备检修作业指导书页:5/5版次:A编号:设备类别:离心泵类6.质量验证工作内容质检点工艺质量标准及要求安全标准及注意事项6.2.3测量振动值。6.2.4运行时注意温度情况。6.2.5盘根滴水正常。6.3将各项结果记录到检修报告中。6.4请上级有关部门验收。各振动值不应大于5丝,声音正常。申请验收合格后方可收工。正。
7、确使用振动表.如温度超出范围应立即停止运行。7:工作终结工作内容工艺质量标准及要求安全标准及注意事7.1清理工具材料,打扫现场卫生。7.2办理工作票收工手续。7.3对剩余物资清点。现场清洁无杂物。写清检修交待。剩余物质返回仓库。工作人员撤离现场按规定办理工作票终结手续。8:质量记录清单8.1检修工序记录。8.2质量验证记录。8.3实际工时消耗统计表。存档号:设备检修质量记录检修日期:页码:1/3设备名称或编码及主要参数检修结果叙述及设备修后健康状况分析名称:型号:出口静压:流量:主轴转速:1.检修工序记录检修项目检修结果检修人签名轴弯曲度对轮中心圆距面距配合间隙轴承与轴轴承与托架叶轮与轴靠背轮与轴靠背轮与键侧面顶部叶轮与键侧面顶部零部件更换情况2.质量验证记录盘根漏水泵出口压力泵出口流量各部位声音各部位温度水平垂直振动值泵体电机侧轴承负荷侧轴承地脚存档号:设备检修质量记录检修日期:页码:2/3设备名称及主要参数检修结果叙述及设备修后健康状况分析名称:温度:活性碳层:设计压力:检修结果叙述及设备检修后健康状况分析:检修更换的备品配件:存档号:设备检修质量记录检修日期:页码:3/3检修中使。
8、用的主要材料名称和数量;设备检修异常及消除缺陷记录:设备变更和改进情况尚未消除的缺陷及未消除原因五项监督情况(监督项目、报告日期、报告人)通过检修对提高设备的健康状况有何好的想法和建议3.实际工时消耗统计表:序号工序名称工时合计技术工一般检修工计划实际计划实际计划实际4修前准备5检修工序6质量验证7工作终结。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wjayx
wjayx
本文标题:普通离心泵作业指导书
链接地址:https://www.777doc.com/doc-1444686 .html