您好,欢迎访问三七文档
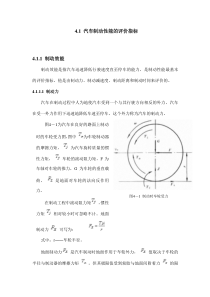
动平衡原理及案例陶洛文工学博士,高级工程师北京森德格科技有限公司电话:010-82895709现场动平衡不平衡有几种?不平衡故障的特征?不平衡故障的特征:1.振动频率主要是转速频率。转子每转一圈振动一次-单峰频谱2.波形近似为正弦波3.水平和垂直方向的相位相差90°4.振幅随转速提高而增加问题与回答互动时间不对中松动引起的谐波不平衡油膜涡动、碰摩02468101214FREQUENCYINORDER练习1:要不要做动平衡?不平衡不对中松动滚动轴承故障频率练习2:要不要做动平衡?风机练习3:不平衡时两个传感器测量所得相位应该相差多少度?传感器1传感器2相位诊断能做什么?基础共振的故障特征:1、振幅与转频有很强的依赖关系2、水平和垂直方向的相位相同,即“定向振动”3、相位通常不稳定传感器1传感器2弯曲、不对中的相位特征:•相位稳定•轴两端轴向之间相位差180°轴两端轴向之间相位差180°相位测量注:以同样的方向安装传感器用于相位诊断的仪器显示实例-932动平衡仪原理什么是影响系数法?现代动平衡仪普遍采用影响系数法,又叫测相平衡法,其步骤为(以单面平衡为例):1)首先测转频的振幅和相位;2)加试重;3)测取加试重后的振幅和相位;4)计算出应加重量和位置如设备做过平衡,影响系数已知,还要不要再加试重?上述步骤简化为:o测转频的振幅和相位;o输入影响系数,仪器直接给出应加重量和位置什么情况要做双面动平衡?o当转子的长度(不含轴)大于半径时,可能要进行双面平衡才能达到满意的效果。abab双面动平衡时,需选两个加重平面及两个测振点。在其中一个面加试重时,需同时对两个测点的振动进行测量,即要考虑所谓交叉效应。其步骤大致如下:测点1测点2平面1平面2相位测量a、测量两个测点的初始振动b、第1面加试重,测量两个测点的振动c、第2面加试重,测量两个测点的振动d、仪器自动计算出影响系数、两个面上的应加重量和位置动平衡操作过程中要注意什么?o确认是否动平衡问题:看频谱和相位o相位的计量方向:迎着旋转方向看反光片正相位角旋转方向中低速机器,用位移或速度测量高速机器,用速度或加速度测量怎样选择动平衡测量参数?怎样判断试重是否可用?加试重前后的幅值差25%幅值差25%相位差25度增大/移动试重移动试重相位差25度测量值可用测量值可用•试重与最后的修正重量必须具有同一半径•转速必须稳定实例分析某风机振动分析与动平衡报告测试人:陶洛文测试日期:2002年12月26日测试设备:振通904双通道数采器/振动分析仪/动平衡仪微机振通MCM3.0设备状态监测与诊断软件被测设备情况风机叶轮直径:1400mm叶轮厚度:500mm叶轮叶片:12片叶轮材质:玻璃钢轴承型号:6322转速:940r/min电机功率:75kW电机转速:1500r/min传动方式:皮带底座弹簧减振制造商:韩国LG风机轴承1轴承22002-12-25振动测试数据(测点:轴承1)加速度速度位移高频加速度峰值ms-2有效值mm/s峰峰值um有效值ms-2第一次22.114.84083.2第二次22.715.473982.77报警线1011.21602.0目前值15属不合格设备中型机器大型机器透平机器45281811.27.14.52.81.81.120.710.450.2815-75KW〉75KWISO2372振动质量评级标准小型机器判断每种机器质量的实例〈15KW参考GB6075-85以及VDI2056,适用于转速在600-12000转/分的各种机器优秀(A)优秀(A)优秀(A)良好(B)良好(B)良好(B)合格(C)不合格(D)不合格(D)合格(C)不合格(D)不合格(D)合格(C)合格(C)振动烈度(mm/s)优秀(A)良好(B)振动评价标准振源分析-故障诊断典型的不平衡频谱1.诊断方法之一:幅值谱分析2.诊断方法之二:轴频振动相位分析:位移幅值位移相位垂直方向:156345水平方向:5785相位稳定性:好典型的不平衡相位–建议做现场动平衡水平和垂直振动相位差近似为90o现场动平衡过程记录方案:单面平衡、位移参数、平衡品质等级:G6.3,904编号:销售样机试重估量:46~91克,实际采用250克,L14传感器编号:1061#用1,4,5组同时记录和计算3组数据(微米,度):第1组第4组第5组初始振动幅值:134相位:349幅值:169相位:348幅值:159相位:345试重重量:332位置:300o试重振动幅值:444相位:108幅值:435相位:107幅值:547相位:105配重计算重量:85位置:348重量:104位置:344重量:82位置:347配重后振动幅值:58相位:354幅值:77相位:354平均幅值:154相位:347重量:90位置:346幅值:67相位:354不平衡引起的振动从154微米下降到67微米注:从配重后的幅值减少明显,而相位基本未变分析,怀疑所加配重质量不够,可考虑在该位置上再增加30克配重平衡数据平衡前平衡后下降幅度加速度22.723.7-4%速度15.476.7856%位移39814464%高频加速度2.773.4-22%一次平衡后振动下降了56%,已经符合标准平衡后6.78中型机器大型机器透平机器45281811.27.14.52.81.81.120.710.450.2815-75KW〉75KWISO2372振动质量评级标准小型机器判断每种机器质量的实例〈15KW参考GB6075-85以及VDI2056,适用于转速在600-12000转/分的各种机器优秀(A)优秀(A)优秀(A)良好(B)良好(B)良好(B)合格(C)不合格(D)不合格(D)合格(C)不合格(D)不合格(D)合格(C)合格(C)振动烈度(mm/s)优秀(A)良好(B)振动评价标准已经符合ISO2372标准属合格设备平衡前15平衡后风机轴承振动频谱风机轴频振动已大幅下降到与电机轴频振动相当(平衡前为3倍)建议:1.在现配重位置上再增加30克配重还可以减少一点振动.2.测量到的加速度和高频加速度较大,怀疑是风机轴承或密封缺陷的早期征兆.3.由于风机直径较大,几十克的不平衡量就会引起较大的振动,建议在每次换轴承的玻璃钢密封后都作一次平衡.4.测试中发现电机振动也较大,虽属合格,但建议加强监测.5.在排除了轴承和电机振源后,可进一步对风机作平衡以进一步降低其振动使其达到优秀或良好状态.6.考虑到生产的连续性,建议购置振动测量诊断仪器和动平衡仪,以减少意外事故,停产损失和维修费用.其它还有…,欢迎访问:陶洛文工学博士,高级工程师北京盛迪振通科技有限公司电话:13801220615QQ:347851336
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 2375892
2375892
本文标题:动平衡原理及案例
链接地址:https://www.777doc.com/doc-1488276 .html