您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 3-1气门组的拆装与检测
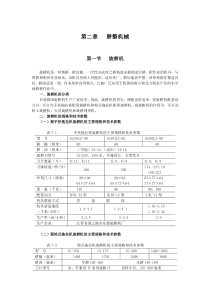
发动机机械系统检修单元三配气机构的检修项目一配气机构的拆装与检测概述1.配气机构的功用根据发动机的工作顺序和各缸工作循环的要求,定时开启和关闭进、排气门,使新鲜可燃混合气(汽油机)或空气(柴油机)准时进入气缸,废气得以及时排出气缸。首先要保证进气充分。同时,废气要排除干净。其次,配气机构的运动件应该具有较小的质量和较大的刚度,以使配气机构具有良好的动力特性。2.配气机构的分类及组成组成气门组+气门传动组分类气门的布置位置顶置式气门、侧置式气门凸轮轴的位置凸轮轴下置式、凸轮轴中置式、凸轮轴上置式曲轴和凸轮轴的传动方式齿轮传动式、链条传动式、同步齿形带传动式每缸气门的数量双气门式、多气门式1)按凸轮轴的位置分类(1)凸轮轴下置式凸轮轴下置式配气机构的凸轮轴置于曲轴箱内,平行布置在曲轴的一侧。优点:简化曲轴与凸轮轴之间的传动装置(齿轮传动),有利于发动机的布置;缺点:气门和凸轮轴相距较远,因而气门传动零件较多,结构较复杂,发动机高度也有所增加。凸轮轴下置式配气机构多用于转速较低的发动机,如解放CA6102、东风EQ6100-1、6135Q等发动机。(2)凸轮轴中置式为减小气门传动组零件往复运动的惯性力,一些速度较高的发动机将下置式凸轮轴的位置抬高到气缸体的中上部,缩短了传动零件的长度,称为凸轮轴中置式配气机构。有些凸轮轴中置式配气机构的组成与凸轮轴下置式配气机构没有什么区别,只是推杆较短而已。YC6150Q、6110A、依维柯8210.22S等发动机都采用这种结构。(3)凸轮轴上置式凸轮轴直接布置在气缸盖上,通过摇臂来驱动气门。优点:省去了推杆、挺柱,使往复运动质量大大减小;缺点:采用链条传动或同步齿形带传动,正时传动机构较为复杂,拆装气缸盖也比较困难。凸轮轴直接驱动气门2)按凸轮轴的传动方式分类(1)齿轮传动式凸轮轴下置式、中置式配气机构大多采用圆柱形正时齿轮传动。一般从曲轴到凸轮轴的传动只需一对正时齿轮,多用于汽油机,如CA6102、EQ6100-1型汽油机。为了啮合平稳,减小噪声,正时齿轮多用斜齿。在中、小功率发动机上,曲轴正时齿轮用钢来制造,而凸轮轴正时齿轮则用铸铁或夹布胶木制造,以减小噪声。(2)链条传动式链条与链轮的传动特别适用于凸轮轴上置的配气机构。(3)齿形带传动齿形带用氯丁橡胶制成,中间夹有玻璃纤维和尼龙织物,增加强度,减少噪声和结构质量,也可以降低成本。3)按每缸气门的数量分类一般发动机较多采用一个进气门和一个排气门。其特点是结构简单,能适应各种燃烧室。但其气缸换气受到进气通道的限制,故都用于低速发动机。现代高性能发动机普遍采用3气门、4气门、5气门,目前应用最多的是4气门发动机。3.配气正时(配气相位)以曲轴转角表示的进、排气门开闭时刻及其开启的持续时间称作配气正时(配气相位)现代发动机都采用延长进、排气时间,使气门早开晚关,以改善进、排气状况,提高发动机的动力性。气门组结构组成气门组包括气门、气门座、气门导管、气门弹簧、气门锁片和油封等。气门分类进气门、排气门(1)气门的工作条件①气门温度很高。排气门最高温度可达1050K~1200K,进气门由于受到进气流的冷却,温度稍低,约为570K~670K。②受气体力和气门弹簧力的作用,以及配气机构运动件惯性力的作用,使气门落座时受到冲击。③润滑条件很差的情况下以极高的速度开闭,并在气门导管内做高速往复运动。④高温燃气中与腐蚀性气体接触而受到腐蚀。(2)气门的材料进气门一般采用中碳合金钢制造,如铬钢、铬钼钢和镍铬钢等。排气门则多采用耐热合金钢制造,如硅铬钢、硅铬钼钢、硅铬锰钢等。为节约耐热合金钢,降低材料成本,有些发动机排气门头部采用耐热合金钢,杆身采用中碳合金钢,然后将两者焊在一起。还有一些排气门,在头部锥面喷涂一层钨钴等特种合金材料,以提高其硬度、耐磨性、耐热性和耐腐蚀性,达到延长气门使用寿命的目的。(3)气门的构造气门顶部形状主要分成凸顶、平顶、凹顶三种结构形式平顶气门:结构简单,制造方便,受热面积小,进、排气门都可采用。凸顶气门:刚度大。用作排气门时,排气阻力较小,但受热面积大,质量大,加工也比较复杂。凹顶气门:质量小、惯性小,头部与杆部有较大的过渡圆弧,使气流阻力小,以及具有较大的弹性,对气门座的适应性好(又称柔性气门),容易获得较好的磨合,但受热面积大,易存废气,容易过热及受热易变形,所以仅用作进气门。气门锥角①能提高密封性和导热性;②气门落座时有自动定位作用;③避免使气流拐弯过大而降低流速。④有了锥角,气门落座时能挤掉接触面的沉积物,起自洁作用。气门杆气门尾部固定气门座方式锥形锁片式、锁销式气门杆部油封适量的机油进入气门导管与气门之间的间隙,对于气门杆的润滑是必要的。但如果进入的机油过多,将会在气缸内造成积炭和在气门上产生沉积物。因此,有的发动机在气门杆上设有机油防漏装置。2)气门导管功用导向作用、导热作用材料由于工作温度较高(约500k)且润滑困难,故常用灰铸铁、球墨铸铁或铁基、铜基粉末冶金材料制成。结构外表面加工精度较高,与缸盖是过盈配合;导管内孔精铰,且与气门杆之间留有0.05~0.12mm的间隙。有的发动机用卡环定位,防止松脱。3)气门座功用与气门头部共同对气缸起密封作用,并接受气门传来的热量。形式直接在气缸体上镗出:散热好,但不耐高温、不耐磨损,不便于修理更换;镶嵌式:用耐热合金钢或合金铸铁单独制成座圈,然后以较大过盈量镶嵌在气门座上。但导热性差,若装配不当,会发生松脱现象。丰田花冠轿车1ZZ(3ZZ)-FE发动机采用耐磨硬质合金制造、表面激光处理气门座,焊接于缸盖内。在这个系统中,气门座可以更薄,因此,气门座直径可以增加,气门座周围冷却性能得到提高。气门座锥角一般气门锥角比气门座(或座圈)锥角小0.5~1°。这样可增加接触压力,加速磨合,保持良好密封。1-气门密封锥面;2-气门座思考:汽油机的进气门座可直接镗出,排气门座为镶嵌式,采用这种工艺的原因?铝合金缸盖的气门座均为镶嵌式,为何?柴油机的进气门座为镶嵌式,排气门座可以直接镗出,采用这种工艺的原因?4)气门弹簧功用保证气门自动回位,并保证气门与气门座的座合压力;吸收气门在开启和关闭过程中传动零件所产生的惯性力,以防止各种传动件彼此分离而破坏配气机构正常工作。形状圆柱形螺旋弹簧。材料高碳锰钢、硌钒钢。表面经抛光或喷丸处理,以提高弹簧疲劳强度;表面还经过发蓝或磷化处理,以免生锈。防止共振:提高气门弹簧的刚度:粗丝小径;采用不等螺距的圆柱弹簧:工作时螺距小的一端逐渐叠合,有效圈数逐渐减小,自然振动频率也逐渐提高,使共振成为不可能。采用双气门弹簧:每个气门装两根直径不同、旋向相反的内外弹簧。由于两弹簧的自然振动频率不同,当某一弹簧发生共振时,另一弹簧可起减振作用。旋向相反,可以防止一根弹簧折断时卡入另一根弹簧内。另外,万一一根弹簧折断时,另一根弹簧仍可保持气门不落入气缸。项目一气门组的拆装与检测1.气门组的拆卸工作过程1)安装气门弹簧压缩器,使其与气门和弹簧座底部在同一直线上。2)上紧气门弹簧压缩器,压缩弹簧并取下两块气门锁片。3)松开门弹簧压缩器,拆卸弹簧座和弹簧,然后将气门朝燃烧室的方向往外拉,拆卸气门。4)依次拆下其它进排气门,并按各缸顺序整齐放在工作台上5)用尖嘴钳钳住气门油封底部的金属部分,拆下气门杆油封(也可用气门油封钳)。6)用一字螺丝刀撬起气门弹簧座,用磁性手柄吸出气门弹簧座。2.检测气门1)清洁气门。使用衬垫刮刀,刮除气门头部上所有积碳。2)检查气门外观。气门出现裂纹、烧蚀较严重、气门头歪斜等情况,均应换用新气门。3)观察气门的工作锥面,若变宽、起槽、烧蚀出现斑点或用手指能摸出磨损台阶,应换用新气门。4)测量气门顶部边缘的厚度,如果小于0.5mm应换用新气门。5)使用游标卡尺测量气门杆总长度,与维修手册的标准值进行比较。当气门总长度减少量超过0.5mm或气门杆端面若有凹陷,应更换气门。6)用千分尺测量气门杆的直径。应测量气门杆上中下三个位置,每个位置测相互垂直的两个方向。测量值应与维修手册的标准值进行比较。若磨损量超过0.05mm,或用手触摸有明显阶梯感觉时,应更换气门。3.检测气门座1)在气门座锥面上涂上一层普鲁士蓝。2)将气门压入气门座,使气门锥面轻压气门座3)检查气门座和气门锥面的接触状况:如果整个气门锥面360°均出现普鲁士蓝,则气门锥面使同心的。否则,更换气门;如果整个360°气门座均出现普鲁士蓝,则气门导管和气门锥面是同心的,否则,重修气门座表面;检查并确认气门接触面在气门锥面的中部,气门座宽度在1.0和1.4mm;检查并确认气门在气门锥面的中部,气门座宽度在1.0和1.4mm。4.维修气门座用45°铰刀修整气门座表面,使气门座宽度大于规定值。用30°和75°铰刀修整气门座,使气门可以接触到气门座的整个圆周。应在气门座的中心接触,且气门座宽度应保持在气门座整个圆周周围的规定范围内。用研磨剂对气门和气门座进行手动研磨。检查气门落座位置。5.检测压缩弹簧1)清洁气门弹簧。检查气门弹簧是否有裂纹,如有应更换。案例:2018年5月20日,国道213线茂县段,一辆东风雪铁龙C5轿车以60km/h左右的速度行驶中,突然发动机出现咔咔异响,随后发动机熄火,方向盘锁死、刹车失效。经检修,发现气门弹簧断裂,气门、缸盖、火花塞损坏。2)使用游标卡尺,测量气门弹簧的自由长度,查手册与标准值进行比较。如不符合要求应更换。3)用钢角尺测量气门弹簧的偏移量。查手册与标准值进行比较。如不符合要求应更换。思考题教材P181
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 cubolia
cubolia
本文标题:3-1气门组的拆装与检测
链接地址:https://www.777doc.com/doc-1514158 .html