您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 设计及方案 > 福建工程工业控制课程设计(西门子)
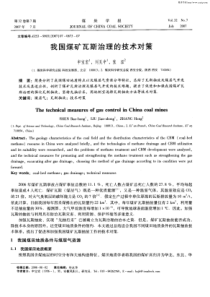
-1-目录1机电一体化柔性装配系统概述.............................................................................................................-2-1.1系统基本组成..............................................................................................................................-2-1.2下料单元的介绍.........................................................................................................................-4-2.上料单元PLC设计.................................................................................................................................-8-2.1PLC简介........................................................................................................................................-8-2.2控制方式说明..............................................................................................................................-9-2.3I/O编号分配表............................................................................................................................-9-2.4功能表图............................................................................................................错误!未定义书签。2.5PLC程序说明..............................................................................................................................-10-2.5.1上料单元初始原位程序................................................................................................-10-2.5.2步进电机的驱动程序....................................................................................................-15-2.5.3启动、停止、手自动,复位按钮程序........................................................................-15-3.S7-300PLC主站控制部分........................................................................................错误!未定义书签。3.1PROFIBUS-DP总线介绍......................................................................................错误!未定义书签。3.2主站控制的基本要求........................................................................................错误!未定义书签。3.3S7-300PLC介绍................................................................................................错误!未定义书签。3.3.1S7-300PLC概述....................................................................................错误!未定义书签。3.3.2S7-300PLC的组成................................................................................错误!未定义书签。3.4S7-200与S7-300的PROFIBUS–DP通信..................................................错误!未定义书签。3.4.1配置主站硬件组态...............................................................................错误!未定义书签。3.4.2软件编程................................................................................................错误!未定义书签。3.5S7-300PLC程序部分........................................................................................错误!未定义书签。3.6S7-300总结..............................................................................................................................-19-4.监控软件的设计.........................................................................................................错误!未定义书签。4.1监控软件的功能................................................................................................错误!未定义书签。4.2登录界面的设置................................................................................................错误!未定义书签。4.3监控界面............................................................................................................错误!未定义书签。4.4组态设计小结............................................................................................................................-25--2-1机电一体化柔性装配系统概述Me093399型机电一体化教学系统是以工业生产中的自动化装配生产线为原型开发的教学、实验、实训综合应用平台。本装置采用铝合金结构件搭建各分站主体设备,选取多种机械传动方式实现站间串联,整条生产线充分展现了实际工业生产中的典型部分。系统控制过程中除涵盖多种基本控制方法外,还凸现组态控制、工业总线、电脑视觉、实时监控等先进技术,为培养现代化应用型人才创设了完整、灵活、模块化、易扩展的理想工业场景。图1-1连续生产线示意图为便于协调整个生产线的全程控制,系统设置了一个主站总控制台,主站总控制台是整个装配生产线连续运行的指挥调度中心,其主要功能是实现全程运行的总体控制,完成全系统的通讯连接等。1.1系统基本组成-3-装配生产线示意图如图1-2所示装配生产线示意图如图1-2所示。整个系统主要由12个从站点组成,每个从站单元完成特定的工作任务,以装配、检验、分拣、入库的方式顺序完成各种装配操作和物流处理过程。各单元的主要功能如下所述:1.铣床单元(站点1):本站有工件时,进行自动卡紧和铣削加工。2.上料单元(站点2):根据工件的位置情况,从料槽中抓取装配主体送入数控铣床单元或将铣床单元加工后的产品转送下料单元。3.下料单元(站点3):将前站送入本单元下料仓的工件主体,通过直流电机驱动间歇机构带动同步齿型带使之下落,工件主体下落至托盘后经传送带向下站运行。4.加盖单元(站点4):通过直流电机带动蜗轮蜗杆,经减速电机驱动摆臂将上盖装配至工件主体,完成装配后工件随托盘向下站传送。5.穿销单元(站点5):通过旋转推筒推送销钉的方法,完成工件主体与上盖的实体连接装配,完成装配后的工件随托盘向下站传送。6.模拟单元(站点6):本站增加了模拟量控制的PLC特殊功能模块,以实现对完成装配的工件进行模拟喷漆和烘干,完成喷漆烘干后的工件随托盘向下站传送。7.伸缩换向单元(站点7):将前站传送过来的托盘及组装好的工件经换向、提升、旋转、下落后伸送至传送带向下站传送。图1-2连续生产线示意图升降梯立体仓库站点10分拣单元站点9检测单元站点8模拟单元站点6穿销单元站点5加盖单元站点4废品道上料单元站点2下料单元站点3伸缩换向单元站点7铣床单元站点1滚筒转角皮带转角-4-8.检测单元(站点8):运用各类检测传感装置对装配好的工件成品进行全面检测(包括上盖、销钉的装配情况,销钉材质、标签有无等),并将检测结果送至PLC进行处理,以此作为后续站控制方式选择的依据(如分拣站依标签有无判别正、次品;仓库站依销钉材质确定库位)。9.分拣单元(站点9):根据检测单元的检测结果(标签有无),采用气动机械手对工件进行分类,合格产品随托盘进入下一站入库;不合格产品进入废品线,空托盘向下站传送。10.升降梯立体仓库(站点10):本站由升降梯与立体仓库两部分组成,可进行两个不同生产线的入库和出库。在本装配生产线中可根据检测单元对销钉材质的检测结果将工件进行分类入库(金属销钉和尼龙销钉分别入不同的仓库)。若传送至本单元的为分拣后的空托盘,则将其放行。综上所述,站点1、2、3、4、5主要完成顺序逻辑控制;站点6实现对模拟量的控制;站点8综汇了激光发射器、电感式、电容式、色彩标志等多种传感器的应用,站点9突出体现了气动机械手的控制,站点10则实现步进电机的控制。在装配生产线运行中各个站点既可以自成体系,彼此又有一定的关联。为此,采用了PROFIBUS现场总线技术,通过1个主站(S7—300系列PLC)和10个从站(S7—200系列PLC)组成系统,实现主从站之间的通信联系,控制系统组成框图如图2所示。在主站总控制台的上位计算机上安装有Wincc组态监控软件,Wincc所创建的监控功能可通过动画组件对各单元的工作情况进行实时模拟,为操作人员提供系统运行的相关信息,实
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 you_love1950
you_love1950
本文标题:福建工程工业控制课程设计(西门子)
链接地址:https://www.777doc.com/doc-152424 .html