您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 机械设备维修与安装-部分的-(1)
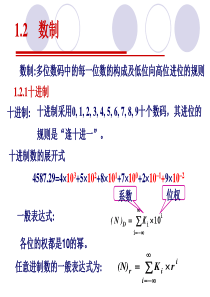
机械的拆卸与装配了解机械拆卸与装配的基础知识1概述2机械零件的拆卸3零件的清洗4零件的检验1概述1.1装配的概念根据规定的技术要求,将若干个零件组合成部件或将若干个零件和部件组合成产品的过程,称为装配。前者称为部件装配,后者则称为总装配。机械装配是机器制造和修理的重要环节。因此,装配时要注意的事项和要求如下:1)装配人员必须了解所装配机械的用途、构造和工作原理,研究和熟悉零、部件的作用及它们相互间的连接方式,熟悉装配工艺规程和技术要求。2)领取和清点所需的全部零、部件,准备施工材料、工具和设备,包括起重设施。3)零件在装配前,要进行零件的清洗。4)拆卸下来的零件按顺序依次,切不可使顺序混乱。对重要的旋转的零件,按要求进行平衡或动平衡实验,合格方可装配。5)对运动零件的摩擦面,应采用运转时所用的润滑油涂抹,油脂盛具必须清洁,带盖防尘。6)为保证密封性,安装各种衬垫时,允许涂抹全损耗系统用油、密封胶。7)装定位销时,不准用铁器强迫打入,应在其完全适当的配合下,用手推入约75%长时,轻轻打入。8)为保证装配质量,对装配间隙、过盈量、灵活性、啮合印痕等要求,应边装边进行调整、校对和技术检验。1.2装配中的共性问题装配精度包括配合精度和尺寸链精度。配合精度互换装配法:在装配时,各配合零件不经修选择和调整,即可达到装配精度的方法。修配装配法:在装配时,修去指定零件上预留修配量以达到装配精度的方法。调整装配法:在装配时,用改变产品中可调整零件的相对位置或选用合适的调整件以达到装配精度的方法。其中,固定装配法和可动调整法是常用的方法。尺寸链精度机械装配过程中,有时虽然各配合件的配合精度满足了要求,但是累积误差所造成的尺寸链误差可能超出设计范围,影响机器的使用性能。因此,装配后必须进行检验,当不符合要求时,需重新进行选配或更换某些零部件。图4-1内燃机曲柄连杆机构装配尺寸(2)重视装配过程中的密封性在机械使用中要注意出现“三漏”现象,因此要适当的选用密封材料,严格按照正确的工艺过程合理装配,要有合理的装配紧度,并且压紧要均匀。1.3机械装配的工艺过程1)机械装配前的准备工作2)装配3)检验与调整2机械零件的拆卸2.1机械零件拆卸的一般规则和要求,一般从以下几方面进行考虑:1.拆卸前必须熟悉机械的构造和工作原理2.从实际出发,可不拆的尽量不拆,需要拆的一定要拆3.使用正确的拆卸方法,确保人身和机械设备安全4.对轴孔装配件应坚持拆与装所用的力相同的原则5.拆卸应为装配创造条件2.2常用的拆卸方法温差法拆卸尺寸较大、配合过盈量较大或无法用击卸、顶压等方法拆卸时,可用温差法拆卸。击卸法击卸法是利用锤子或其他重物在敲击或撞击零件时产生的冲击能量把零件拆下。拉拔法拉拔法是利用拔销器、顶拔器等专门工具或自制顶拔工具进行拆卸的方法。顶压法顶压法是利用螺旋C型夹头、机械式压力机、液压压力机或千斤顶等工具和设备进行拆卸的方法。破坏法若必须拆卸焊接、铆接等固定连接件,或轴与套互相咬死,或为保存主件而破坏副件时,可采用车、锯、錾、钻、割等方法进行破坏性拆卸。其中,用击卸法时,用锤子敲击应注意下列事项:1)要根据拆卸件尺寸及重量、配合牢固程度,选用重量适当的锤子,且锤击时要用力适当。2)为了防止损坏零件表面,必须垫好软衬垫,或者使用软材料制作的锤子或冲棒(如铜锤、胶木棒等)打击。对精密、重要的零件,需用专用工具:如下:3)应选择合适的锤击点,以避免拆卸件变形或破坏。4)由于严重锈蚀而使配合面难以拆卸时,可加煤油浸润锈蚀面,当略有松动时,再拆卸。2.3典型连接件的拆卸1.断头螺钉的拆卸打滑内六角螺钉的拆锈蚀螺成组螺纹联接件的拆卸特殊情况的拆卸方法一般拆卸方法过盈连接件滚动轴承的拆卸不可拆连接的拆卸螺纹联接件3零件的清洗零件清洗是指采取一定技术措施除去零件表面呈机械附着状态的污染物的工艺过程。3.1零件清洗的基本原则1)保证满足对零件清洗程度的要求。2)防止零件在清洗过程中的腐蚀。3)确保安全操作,防止引起火灾或毒害人体及造成对环境的污染。4)讲究经济效益。3.2拆卸前的清洗3.3拆卸后的清洗1)清除油污:清洗液擦洗清洗方法煮洗喷洗振动清洗超声波清洗机械法:机械法是利用机械摩擦、切削等作用清除零件表面锈层。其中有分有:人工除锈、机械除锈。2)除锈化学酸洗法:化学酸洗法是一种利用化学反应把金属表面的锈蚀产物去除掉的方法。电化学酸蚀法:电化学酸蚀法是将零件放在电解液中通以直流电,通过化学反应以达到除锈的目的。3)清除水垢4)清除积炭酸盐清除水垢碱溶液清除水垢酸洗液清除水垢机械清除法化学法电化学法手工清除法流体喷砂法4零件的检验4.1零件检验的目的及意义零件检验就是要满足两个条件,一是,具有可靠的工作要求相适应的工作性能:二是,具有与其他零件相协调的使用寿命。4.2检验的原则1)全面贯彻多快好省的原则,在保证质量的前提下,尽量缩短维修时间,节约原材料、配件和工时,提高利用率,降低成本。2)严格掌握技术规范、修理规范,正确区分能用、需修、报废的界限,从技术条件和经济效果综合考虑,既不让不合格的零件继续使用,也不让不必维修或不应报废的零件进行修理或报废。3)按照检验对象的要求选用检验设备,采用正确的检验方法。4)努力提高检验水平,通过加强检验设备的维护和管理、不断用先进检验设备、提高检验操作技术等方法提高检验水平,从而保证检验质量。5)尽可能消除或减少误差,建立健全合理的规章制度。4.3检验分类1)修前检验2)修后检验3)装配检验1.4.4检验的内容(1)零件的几何精度几何精度包括尺寸、形状和表面相互位置精度。(2)零件的表面质量零件的表面质量包括表面粗糙度,表面有无擦伤、腐蚀、裂纹、剥落、烧损、拉毛等缺陷。(3)零件的力学性能除硬度、硬化层深度外,对零件制造和修复过程中形成的性能,如应力状态、平衡状况、弹性、刚度、振动等也需根据情况适当地进行检测。(4)零件隐蔽缺陷的检验零件的隐蔽缺陷包括制造过程中的内部夹渣、气孔、疏松、空洞、焊缝等缺陷和使用过程中产生的微观裂纹等。1.4.5检验方法1)感觉检验法:目测、耳听、触觉2)测量工具和仪器检验法:用工具检验零件的尺寸和几何形状、弹力、扭矩的检验、平衡检验、密封性检验、力学性能检验、金相组织检验3)物理检验法有:电磁探伤、荧光探伤、超声波探伤谢谢!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 mansai929
mansai929
本文标题:机械设备维修与安装-部分的-(1)
链接地址:https://www.777doc.com/doc-1653968 .html