您好,欢迎访问三七文档
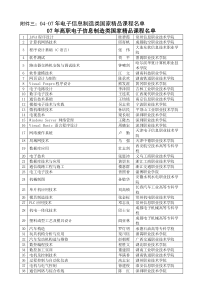
零(部)件图号2HJ008组对工装序号零件号数量/套12HJ005122HJ111134设备号4号机工位号程序号72焊丝直径焊接方法1:350ACo2焊接电流焊接速度40-50cm/min焊接电压编制/日期送丝速度500-1000cm/minCo2气体流量审核/日期焊丝外伸长度10-20mm焊接Co2气体纯度批准/日期文件编号版本号共1页第1页物料清单物料图示零(部)件名称腰靠板与调角器组件BF2-3底框17-24V注:1、焊接参数只能有车间主任或现场负责人调整。2、异常发生时报告顺序:操作人员车间主任生产负责人15-20L/min不低于99.5%焊接参数7¢1.07、快速清理工装并且重复步骤(1-7)。80-250A6、焊接结束后打开3、,5(气缸控制阀),拿出焊接件,并自检。步骤七步骤八步骤九4、把4(压块)以定位销为中心转动,使其三个角对准要焊接的两点中间为止(如图所示)。另一边的组对安装也同5、确认辅料没问题,安装定位准确无误,工装工位上无非焊接物料及工具后,按下本工位边上控制盒上的绿色按步骤六步骤四步骤五步骤二BF2/BF5-008零件图示及焊点分布1、把1(腰靠板与调角器组件)放在工装的对应位置(如图所示)。另一边同理。2、把2(BF2-3底框)放入工装以定位销定位,并移动辅料1使1与2的三个孔对准为止。(如图所示)。另一边同理。步骤三3、把4(压块)放入工装对应位置的气缸定位销下用气阀3来固定住(如图所示)。另一边同理。焊接作业指导书作业步骤:产品名称BF2调角器与BF2-3底框总成设备名称OTC松下电焊机械手(4号机)步骤一序号零件号数量/套12HJ001A122HJ002B132ZT001E142ZT001P1物料图示物料清单零(部)件名称BF2-2左外框组件BF2-2右外框组件BF2前框BF2-2座框连接管1级2级3级B<200.5-20.5-2.50.5-3.5b≥200.5-30.5-3.50-3.5<0.1t且不大于2.0<0.1t且不大于2.0<0.15t且不大于3.0hf≤6hf>6hf≤6hf>6未焊满根部收缩咬边裂纹电弧擦伤接头不良表面气孔表面夹渣注:b为焊缝宽度,t为连接处较薄的板厚,hf为角焊尺寸T形接头,十字接头、角接头>t/43组合焊缝焊角尺寸起重量≥50t,中级工作制吊车梁T形接头t/2且≯100—+1.5焊角尺寸2角焊缝0—+30—+1.5焊缝余高0—+3允许偏差项次项目焊缝余高1对接焊缝焊缝错边作业生产后作业生产中作业前准备焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t 且≤1mm,每 100mm 长度焊缝内未焊满累积 长度≤25mm ≤0.2+0.04t 且≤2mm,每 100mm 长度焊缝内未焊满累积长 度≤25mm根部收缩≤0.2+0.02t且≤1mm,长度不限≤0.2+0.04t且≤2mm,长度不限咬边≤0.05t 且≤0.5mm,连续 长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t 且≤1mm,长度不限 裂纹不允许允许存在长度≤5mm的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t且≤0.5mm,每1000mm长度焊缝内不得超过1处缺口深度≤0.1t且≤1mm,每1000mm长度焊缝内不得超过1处表面气孔不允许每50mm长度焊缝内允许存在直径≤0.4t且≤3mm的气孔2个;孔距应≥6倍孔径表面夹渣不允许深≤0.2t,长≤0.5t且≤20mm作业生产后作业生产中作业前准备1、所有员工必须穿戴好劳保用品2、接收检查:操作者在装焊工件之前必须检查工件有无裂纹、磕碰、变形,螺栓有无螺纹等缺陷,设备是否正常运行等3、擦净工作:擦去需焊接处油污、灰尘4、装配工件:将工件需焊接处定位孔对准凸焊机下电极定位销放好工件,并检查定位销是否装配到位,定位面是否贴合完好6、焊后自检:操作工在工件焊接结束后对工件的完整性以及螺栓的位置、数量进行100%目视检查,并负责进行强度检验,首末件必检,中间进行1/20抽检,检验后由操作者做出检验标识(用红、蓝铅笔在工件上标明“首检”、“抽检”、“中检”、“末检”等字样,并写上日期和班次),并按要求填写自检记录表,每班记录3次(即首、中、末检记录)7、自检合格后将工件小心放入对应的料箱外观质量:凸台被压溃、螺纹不允许被压坏,板件焊接处表面平整,不允许有明显的扭曲变形焊接强度:进行非破坏性检验,在凸焊点处用扁铲敲击,直至焊点开始变形,看是否开焊,之后用铁锤敲击恢复原状9、若操作者在自检中发现不合格,不能进行返工的,应及时进行标识(用红、蓝铅笔在工件上标出缺陷部位后标明日期和班次),并通知在线检验员进行处理;操作者在生产过程中发现焊机不工作、无电流输出或丢周波等现象,应及时通知维修人员进行处理12、操作者在生产过程中保证所有物品摆放整齐、有序,地面保持清洁,任何零件都不允许直接落地摆放,工作结束后清擦设备,并打扫生产现场的卫生作业生产后1.焊接机器人各轴回起始点(见图1);2.关闭焊接机器人(见图2),再关闭焊接机器人电源。3.整个焊接工位不得遗留任何工具、零部件。4.对焊接夹具、焊接机器人及周边区域进行清理,清扫。作业生产中1.将工件放入夹具内加紧快速压板固定,需注意零件焊缝接合处不要出现错边(见图1);2.踩下脚踏板进行焊接(见图2),焊接机器人自动完成焊接;3.松开快速压板取出零件;4.检查工件表面是否有裂纹、焊偏、虚焊及漏焊、焊缝不平滑或气孔等,如工件出现上述任何一种情况,需将零件隔离处理。工件无上述任何一种情况即自检合格后用粉笔在焊缝处标记并放入合格产品箱内,等待转移至下一工序。作业前准备1.作业前需要佩戴劳保手套、劳保鞋、耳塞和眼镜(见图1);2.由技术人员检查焊接设备是否完好(见图2)3.由车间主任或车间主任指定人员调节焊接参数设定(见图3、图4平焊缝标准:焊缝宽度:8~12mm焊缝高度:3~5mm角焊缝标准:焊缝宽度:5~8mm焊缝盖度:5~8mm板件组装对接/搭接间隙要求:0~2mm焊接参数:焊接电流:90~160A焊点电压:18~24V气体流量:10~15L/MIN焊丝伸出长度:10~15mm温馨提示:1、板件易烧穿,防止CO2焊渣飞溅溅入支腿表面2、零件一定要装配到位后,才能焊接
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 lance175
lance175
本文标题:焊接作业指导书模板
链接地址:https://www.777doc.com/doc-1778092 .html