您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 双头螺纹零件的编程加工及工艺
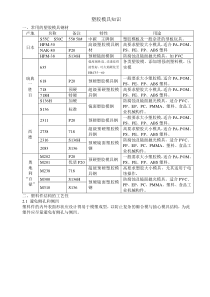
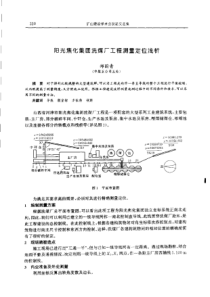
双头螺纹零件的编程加工及工艺1.零件图样分析双头螺纹零件图样如图1-4-4所示。φ32φ525860128M40×3(P1.5)C4C4其余3.2技术要求:1、锐角去毛刺0.3-0.52、未注尺寸公差按IT13级加工3、未注倒角1.5×45°双头螺纹零件图样如图1-4-4所示。该零件表面是由外圆柱、双线外螺纹等表面组成。零件材料为#45钢,无热处理和硬度要求。尺寸标注完整,轮廓描述清楚。其中外圆右端需倒角452,其余未注倒角455.1。选毛坯¢120X50,对图样上的几个精度要求不高的尺寸,全部取其自由尺寸即可。精度要求高的尺寸,保证在公差范围之内。2.选择设备(1)根据被加工零件的外形和材料等条件,选用SIEMENS802D系统CKA6140数控车床。(2)量具选择:25-50mm(0.01mm)、50-75mm(0.01mm)的外径千分尺,0-150mm(0.02mm)的游标卡尺常用的测量螺纹的量具有:螺纹环规、螺纹塞规,单针测量、三针测量法等。3.确定零件的定位基准和装夹方式(1)定位基准。确定坯料轴线和左端面为定位基准。(2)装夹方式。首先采用三爪自定心卡盘装夹夹紧毛坯左端加工零件的。毛坯伸出长度应考虑安全加工距离,避免限位或者车削卡盘。4.确定加工顺序及进给路线(1)加工顺序按由粗到精,由近到远(自左到右)的原则确定。即先从右到左进行粗车(留1mm精车余量),然后从右到左进行精车。CKA6140数控车床具有粗车循环和精车循环功能,只要正确使用编程指令,机床数控系统就会自动确定其进给路线,因此,该零件的粗车循环不需要人为确定其进给路线(但精车的进给路线需人认为确定)。该零件从右到左沿零件表面轮廓路线精车进给,以保证零件的各部分加工尺寸。5.刀具参数设置表1.4.4数控刀具卡片XXXX数控车床工序卡片零件名称材料零件图号台阶轴45钢1.1.1工序程序编号夹具名称使用设备生产单位数车加工CAK6150di机加工分厂工序刀具编号刀具号刀具规格刀具名称主轴转速进给量背吃刀量刀尖圆弧半径刀补地址刀尖方位11T125X25外圆粗车刀8000.1520.8D1322T225X25外圆精车刀10000.1510.4D2333T325X25外螺纹车刀3000.1510.2D34编制审核批准年月日共页6.加工操作流程(1)开机、返回参考点。(2)检查毛坯尺寸(3)装夹刀具、工件并找正工件、夹紧。外圆粗车刀安装在1号刀位,外圆精车刀安装在2号刀位,外螺纹T形刀安装在3号位。(4)建立工件坐标系:根据编程原点的确定原则,外圆刀和内孔车刀工件坐标系建立在该零件编程工件坐标系原点确定在零件端面与轴线的交点上。(5)程序输入、校对程序模拟加工。(6)设置加工参数(7)自动粗加工工件左端外圆,修改参数精加工保证加工精度要求。(8)检测、拆卸工件。(9)掉头装夹零件找正加工外圆,平端面控制总长至图样要求。(10)加工双头螺纹。(11)检测合格、拆卸工件。(12)整理工量具“5S”管理。7.程序代码及注释掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。主程序内容程序注释(加工时不需要输入)%O1G28U0W0;N1;传输程序时的起始符号刀具回参考点进行换刀。第一个工步G00G40G97G99T0101S600M03F0.2;X57.Z5.;G71U12.55R13;G71P10Q11U0.2W0.05;N10G01G42X30.;Z1.;X40W-4.;Z-56.;X32.Z-60.;Z-70.;X49.;X54.Z-72.5;N11G01G40X62.;G0Z100.;M00;N2;G00G40G97G99T0202S900M03F0.08;X57.Z5.;G70P10Q11;G00Z100.;G28U0W0M05;M30;%机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r加工循环起始点粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm循环轨迹开始,设置右刀补车削端面倒角C1.5循环轨迹结束,取消刀补回到换刀点,主轴停转程序停止第二个工步机床初始化,换2号刀,补偿号为2,转速900,进给速度0.08mm/r加工起始点精加工循环指令,开始行号为N10,结束行号为N11加工结束,回到参考点程序结束传输程序时的结束符号掉头垫铜皮夹紧工件,百分表找正工件,平端面保证总长,建立工件坐标系加工零件右端加工外圆。保证总长加工外圆外槽。主程序内容程序注释(加工时不需要输入)O1G28U0W0;N1;(三角外螺纹)G00G40G97G99T0101S600M03;X35.Z5.;G92X32.Z-26.F1.5;X31.7;X31.4;X31.1;X30.8;X30.5;X30.2;X30.05;X30.05;G00Z100.;G28U0W0M05;M30;传输程序时的起始符号程序名刀具回参考点进行换刀。第一个工步机床初始化,换1号刀,补偿号为1,转速600,进给速度0.2mm/r加工循环起始点粗加工循环指令,单边吃刀深度1.5mm,退刀量0.3mm设置循环开始行号和结束行号,直径留量0.2mm,Z向留量0.05mm循环轨迹开始,设置右刀补车削端面循环轨迹结束,取消刀补回到换刀点,主轴停转程序停止第二个工步机床初始化,换2号刀,补偿号为2,转速1200,进给速度0.08mm/r加工起始点测量以后Z方向向前或向后移动半个导程再次执行程序%精加工循环指令,开始行号为N10,结束行号为N11加工结束,回到参考点程序结束传输程序时的结束符号
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 onsera
onsera
本文标题:双头螺纹零件的编程加工及工艺
链接地址:https://www.777doc.com/doc-1779375 .html