您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 广州白云国际机场使用油库及航空加油站工程焊接工艺技术及措施的
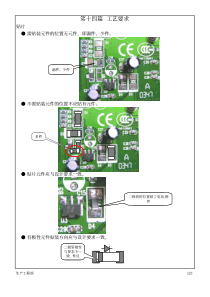
IFWT2006钢结构焊接国际论坛广州白云国际机场使用油库及航空加油站工程焊接工艺技术及措施的应用与总结顾宁关洁刘前运辛森(中国机械工业建设总公司北京100045)摘要:本文以广州白云国际机场迁建供油工程为例,简要介绍了焊接技术与措施在大型使用油库及航空加油站工程油罐和压力管道制作、安装中的应用与总结。关键词:机场使用油库及加油站工程焊接技术管理措施Abstract:TakentheremovalandreconstructionofoilprovidingprojectofGuangzhouBaiyunAirportforexample,thetextbrieflyintroducestheapplicationandsummaryofweldingtechniqueandmethodologyforthemanufacturingandinstallationofoilcanandpressurepipelineinthelargeoildepotandaviationgasstationproject.Keywords:Projectofoildepotandgasstationforairport,Weldingtechnique,Measurementmethodology0前言随着航空运输业的不断发展,机场大型使用油库及航空加油站将会越来越多地被建设和投入使用。油罐及压力管道作为储存与输送液相介质或气相介质为主要功能的储存压力容器及输送管道,由于其具有占地面积小、节省投资、使用方便,以及易于维护保养的优势,所以随着金属材料及其制作与安装技术水平的不断提高,呈现出良好的发展势头。由于油罐几何尺寸大,现场制作、安装难度大,焊接工艺要求高,露天作业受季节气候影响大,通常是在现场放样下料、制作组对及安装焊接。如何针对油罐、压力管道的特殊性,选择适用的焊接工艺和新技术,并采取有效的管理措施,满足质量要求,对大型使用油库及航空加油站的建设具有重要的意义。1工程概况广州新白云国际机场迁建工程是将原有的广州白云国际机场迁往广东省广州市白云区人和镇以北、花都区新华镇以东地区的一项特大型工程,同时被列为国家、省、市重点项目。供油工程是迁建工程的一个重要组成部分,由华南蓝天航空油料有限公司投资建设,其中使用油库及航空加油站工程是供油单项工程内的主要组成部分,其功能是直接为机场3652006钢结构焊接国际论坛论文集钢结构焊接国际论坛IFWT2006提供油料服务。该工程占地总面积约240000m2,本期工程约110000m2,其工程范围主要包括土建、钢结构工程、油罐和各类管道、电气仪表自控、各类机电设备及消防设施等,其中油罐及压力管道的制作、焊接、安装是关键。2焊接工程特点本工程的焊接工程主要包括:(1)油罐的制作安装工程4台5000m3地上球形拱顶锥底式储油罐、4台25~100m3地上卧式罐、5台50m3地下卧式飞机油接收罐,以及10台0.2~2.4m3立式锥底不锈钢罐的制作和安装。(2)管道系统安装主要由工艺管道和消防管道两大部分组成,管道总长度约25475m,其中,工艺管道为压力输油管道,DN80mm以上为碳钢管道,DN80mm以下(包括DN80)为不锈钢管道;消防管道为碳钢管,最大管径DN200mm。(3)钢结构支架和管廊主要材料为型钢,工程量约500t。机场油库各种储罐及工艺管道主要储存介质为航空煤油,其特点是渗透性和腐蚀性强。因此,对油罐和工艺管道安装质量要求较高。为便于污油的沉淀和排出,该油库油罐罐底设计为锥底形,施工时工序较复杂,底板组装、焊接工作量大,焊接变形不易控制(如图1所示)。图1边缘板安装图管道的规格品种较多,施工工艺及方法形式多样。输油管道焊接工作量大,焊接质量要求高,不锈钢管的焊接采用氩弧焊打底及盖面,其余输油管道采用氩弧焊打底及电弧焊盖面的焊接工艺。输油管道的强度试验压力较高,试验压力为设计压力的1.15倍,即1.84MPa,试压介质为压缩空气,安全性差,需采取严格的安全防范措施。2006钢结构焊接国际论坛论文集366IFWT2006钢结构焊接国际论坛3施工工艺和技术管理措施本工程的质量目标为“创广东省优良样板工程”,根据几十年的油库施工经验和本工程的特点,我们调集了公司系统内技术水平高、施工经验丰富的人员组建项目部,进行施工准备和制作安装。在施工准备阶段,首先组织工程技术人员进行技术准备,熟悉施工图样、掌握技术标准、理解工艺流程,编制了详尽的施工组织设计和各分项工程施工技术方案及作业指导书,进行充分的技术交底。同时,针对本工程的特点和工程需要,组织焊工进行集中培训,并经北京毕派克工程监理公司和杜邦公司联合考试全部合格。在施工过程中,严格工艺纪律,加强过程控制,采用新的施工技术,以及采取有效的管理措施等,通过多方面的努力,工程按期完成,全部焊接质量合格率为99.17%,该工程荣获“2004年度全国优秀焊接工程一等奖”和“2004年广东省安全生产文明施工优良样板工程”称号,真正实现了优质、安全、高效的目标。该工程在焊接施工中采用的施工工艺和技术管理措施主要包括以下内容:3.1主要施工工艺和技术措施为确保施工质量,根据本工程的实际情况,我们在油罐制作的和管道安装方面改变了以往的传统施工方法。3.1.1油罐制作改变传统的施工工艺为提高油罐的焊接质量,本工程对传统的中型储油罐施工工艺进行了改进。(1)油罐底板焊接采用CO2气体保护焊由于航空煤油洁净度要求高,所以油罐底板设计成锥底形(坡度为<1∶20),便于污油的排出。底板由三圈中幅板和一圈边缘板拼接而成,各圈由多块扇形板组成,焊缝数量多而且密集,焊接时容易产生变形且变形后很难校正。为了解决焊接变形问题,油罐底板焊接,采用CO2气体保护焊,并按照特殊工序要求,采取了以下措施:1)所有焊缝全部由具有合格证的焊工施焊,并且在焊接前,焊工集中进行培训与考试,经第三方确认合格后,方可进行焊接作业。2)施工前,利用幻灯片对参加本工程油罐施工的人员分专业进行技能培训和技术交底,确保熟悉和掌握各分项施工方法,并协调配合。3)施工机具对保证施工质量具有关键的作用。在施工机具的调遣和准备中,确保进场和使用的施工机具一定要性能先进、安全可靠,对自有、新购和租用的施工机具,严格检验、维护、保养制度,从而保证了施工需要。4)在施工过程中,施工人员严格遵守工艺纪律,油罐底板采用分段退焊法施焊,分段距离和焊接顺序严格按照作业指导书执行。5)焊接材料选用工艺评定中所规定的材质,严格按照工艺评定所规定的材质进行购买,按作业指导书要求进行存储和发放。6)焊接时,对焊接环境进行有效的控制。由于广州地区台风和雨季多,露天作业,季节气候对焊接质量影响大,因此作业现场采取防风、防雨措施,为每名焊工制作了防风挡板和避雨棚。通过采取以上措施,油罐在制作和安装中的焊接变形得到了有效控制,施工规范要求3672006钢结构焊接国际论坛论文集钢结构焊接国际论坛IFWT2006底板焊接变形最大不超过50mm,而本工程中最大焊接变形量仅为15mm。本工程油罐焊接质量评定为优良。(2)油罐安装采用液压提升倒装法油罐壁板安装时,为了改善罐内作业人员的施工环境和健康,同时,保证焊接质量稳定可靠,一改以往的气顶倒装法,决定在油罐底板上安装支座,拱顶和壁板的安装采用液压提升倒装法在支座上进行(如图2所示)。胀圈组件图2油罐液压提升倒装法施工示意基本的工艺程序是:首先安装油罐底板;然后在底板边缘板上安装60个支座(均布),支座中心在罐体壁板圆周线上;在支座上安装顶层壁板和拱顶,然后在顶层壁板外围设第二圈壁板(预留两个收缩活口);在储罐内壁安装胀圈组件,用于罐体安装;在储罐内侧底板上沿圆周均匀安装18个松卡式千斤顶提升装置。此工艺的改进,大大改善了罐内作业人员的工作环境,同时也使焊接质量稳步提高。(3)油罐底板、拱顶、壁板焊接顺序为减少或消除焊接变形,油罐底板、拱顶、壁板的焊接必须按照规定顺序施焊。1)底板焊接顺序。先焊中幅板,后焊边缘板;先焊短缝,后焊长缝;焊工均匀布置,隔缝焊接,分段退焊,严禁一遍成形;罐底收缩缝,应在底圈壁板和罐底板之间的角缝施焊完后才能进行。2)拱顶焊接顺序。先焊内侧断续焊,后焊外部连续焊;先焊环向短缝,再焊径向长缝,由拱顶中心向外分段退步焊;包边角钢与顶板的环缝,焊工均布,沿同一方向分段退步焊,严格按图样要求焊接。3)壁板焊接顺序。壁板提升、就位后,即进行环缝点焊,由两活口的垂直轴线处,向两边同向打口子,找平顺后统一点焊,活口两侧各留1.5mm不焊;点焊结束后,先进行立缝的焊接,焊接储罐内侧焊缝之前必须清根,每条立缝应用3块弧形板做为防变形板,在每条立缝的外侧用3块带缺口的弧形板加强固定,弧形加强板须在内侧立缝焊完冷却后,才能拆除;环缝焊接要求焊工均布,在焊缝层次和焊接方向上同步,严禁在同一地方焊接若干层,焊接顺序是先外侧后内侧,焊内侧需先清根。3.1.2管道工厂化施工室外管道安装工作量较大,为避免气候条件等因素对焊接质量的影响,决定采用最大2006钢结构焊接国际论坛论文集368IFWT2006钢结构焊接国际论坛限度地工厂化预制的施工措施。管道焊接采用氩弧焊打底的焊接方法,根据情况不同分别采用电弧焊和氩弧焊盖面的方法;为尽可能的减少环境对焊接的影响,预制时采用工厂化施工,在最大程度上采用滚动焊,减少固定口的数量。该措施具有以下特点:(1)提高工作效率,降低安装成本1)集中安排使用高效的专用工机具进行工厂预制加工,以降低施工人员的劳动强度,提高劳动生产率。2)便于根据每个施工人员的综合素质,合理的安排用工,充分发挥个人的特长及能力。3)采用工厂化流水作业的生产方式,能够合理安排及方便调整劳动力,保证预制工作的连续性,减少窝工。同时,便于合理安排下料,提高材料的利用率。4)有利于细化工程量,方便使用计算机进行成本分析。5)由于管道工厂化预制能使施工场地相对稳定,可减少或避免因管道施工地点频繁变动使施工机具和设备频繁调动而造成工期损耗的不利局面,从而确保有效的作业时间。6)通过图样的细化设计,可以发现和找出设计施工图中存在的缺陷,并在图纸的细化设计阶段得以解决,避免在施工过程中造成材料、人力的损失。(2)能够保证或缩短安装工期1)施工现场的管道就地安装往往受到其他专业的施工进度及施工环境影响,工厂化预制不受土建施工及设备安装等专业施工进度的影响,可以在车间内独立制作管道组合件。2)工厂化预制,可以减小或避免雨季、风沙等自然气候对施工质量和施工进度的影响。3)工厂化预制是流水作业的生产方式,能够合理的安排施工顺序,便于有效地管理施工进度。(3)改善工程质量1)工厂化预制能够最大限度地实现操作工序的机械化,采用专用装配工机具容易保证装配的精度。2)专业化流水作业更容易充分发挥每道工序施工人员的专业水平,有利于工序质量检验,便于质量控制。3)工厂预制的良好生产条件与作业环境,可减少或避免高温、雨季或风沙等自然气候对施工质量的不利影响。4)工厂化预制,作业相对集中,便于质检工程师对预制及安装过程的跟踪检验,有利于质量的控制与管理。(4)有利于现场安装由于工厂化预制,大部分管道及管件要在预制过程中组装为管道组合件,将大大减少现场施工图样转化和现场测绘的工作量,同时,现场的焊接工作量也大大减少,使得部分管道现场安装成为简单装配,有利于现场安装。(5)施工过程便于实现计算机辅助管理工厂化预制,在施工准备阶段已将施工图样进行了细化设计,并对施工图中的每一个主要零部件进行了编码,输入计算机,实现施工过程的数据化管理,从而方便物资的保管与发放,确保工厂预制和现场安装的质量和进度。3.2加强施工管理,实现管理创新广州新白云国际机场迁建工程使用油库及航空加油站工程在组建项目部时,就明确提出严格按照项目法施工,并且质量管理严格按照ISO9001:2000标准实施,安全生产、文明施工严格按照HSE职业健康环保管理体系实施。在整个项目的前期准备和实施过程中,项3692006钢结构焊接国际论坛论文集钢结构焊接国际论坛IFWT2006
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![航海自动化基础[4]](/doc-20561.png)




 guminxy002
guminxy002
本文标题:广州白云国际机场使用油库及航空加油站工程焊接工艺技术及措施的
链接地址:https://www.777doc.com/doc-184472 .html