您好,欢迎访问三七文档
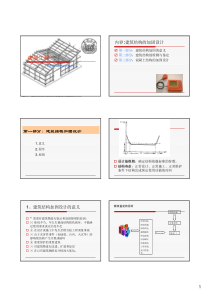
精益线改善总结制作人:制作时间:2012.8.9目录环形生产线的建立流水线改善改善前:一字型改善前:环形流水线改善一字型流水线更换环形流水线工序变更表0102030405060节拍:分钟降低20%降低25%流水线改善降低286.67%降低25%上升33.33%0100200300400500生产周期:分钟降低106.22%降低25%降低20%流水线改善上升16.67%降低25%公式:人均8小时产能=(人员X工作时间)/标准工时/人员+班组长工作时间=8小时-早会时间-休息时间-点检物料时间因为生产订单不饱和,每天产线换线等待时间浪费={(工位数量-1)X节拍+(工位数量-2)X节拍+(工位数量-3)X节拍+……}X2备注:工位数量减去的数字最大额为工位数量如:5个工位,节拍是10分钟,等待浪费时间为{(5-1)X10+(5-2)X10+(5-3)X10+(5-4)X10+(5-5)X10}X2=200人均8小时产能00.20.40.60.811.21.4订单饱和订单不饱和人均8小时产能0.00%10.00%20.00%30.00%40.00%50.00%60.00%70.00%3月4月5月6月7月目标底线实际可动率改善生产节拍控制的优点:1、首先体现在对生产的调节控制,通过节拍和生产周期的比较分析,在市场稳定的情况下,可以明确需要改进的环节,从而采取针对性的措施进行调整2、能够有效防止生产过剩造成的浪费和生产过迟造成的分段供应不连续问题,并确定工序间的标准手持品数量3、使生产现场的作业规律化,达到生产活动的稳定,实现定置管理,并作为现场生产效率改善的依据生产节拍的设定生产节拍的设定生产节拍控制器通过工作抽查,全调生产无效作业比例达到47.96%,通过孵化表的形式,分类进行,有效的降低无效作业无效作业的降低压支撑轮工装改善,效率由原来的19.95秒提升到5秒,有效的减少了员工作业时间及劳动强度治工具改善改善前第二次改善第一次改善增加物料架,降低产品的品质隐患,有效的减少空间浪费物料摆放改善前改善后成品打包区物料区域调整,每次拿取物料减少走动距离20米车间布局改善后改善前
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wushuang10
wushuang10
本文标题:A4精益线改善总结
链接地址:https://www.777doc.com/doc-1845411 .html