您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 沥青基碳纤维熔融纺丝工艺及纺丝组件
沥青基碳纤维熔融纺丝工艺及纺丝组件的学习心得沥青基碳纤维的纺丝方法以熔融纺丝为主,但因为沥青不同于其他高聚物的特性,如温度敏感、剪切变稀、组分复杂以及原丝强度低等原因,纺丝时难以稳定得到丝径较细的原丝。而沥青基碳纤维原丝的发展趋势是细旦化长丝,这需要优化纺丝工艺和纺丝组件。下面是近一段时间通过资料和试验的学习摘录和心得。1,检测表明,国产原丝和碳纤维所含碱、碱土金属和铁的含量比国外大得多。它们的存在不仅影响聚合和纺丝的稳定性,而且在高温碳化过程中逸走而残留下孔隙,所以,聚合所用原料要纯,纺丝空间应洁净化,所用设备应耐腐蚀。纺用沥青热熔体的过滤是避免固形物堵塞喷孔、防止断丝的必要措施。固形物包括沥青中残留的少量游离碳、机械杂质和热聚反应中形成的不溶于喹啉等强溶剂的不溶物等,用烛形过滤器等设备或在纺丝箱中加入金属过滤网和纤维过滤层,都能达到滤去杂质的目的。以海沙作过滤层是经济、方便的高效过滤方法,不仅提高了纺丝的稳定性并使纺得的纤维质量有明显改善。2,纺程加热法(SLH)对丝束施以热,如东洋纺丝通过在喷丝板下约30cm处设置温度为200℃、长2m的加热板,加热装置可以是热管、热板和热盘。我们现在纺丝时通过加装红外灯给喷丝板加热对纺丝连续性和稳定性效果显著,但红外灯热量恒定无法调节,一方面受环境和人为影响,另一方面不能定量参考,局限性大。3,对于所有的高速纺丝过程,都希望能够有效地降低空气摩擦阻力,尽可能减少损伤初生丝。基于这种考虑,德国Lurgi公司于1977-1979年问成功地开发了“喷管纺丝工艺”。在冷却甬道下部装有带压缩空气喷嘴的喷管,而上油装置则置于卷绕机上。丝束通过喷管吸送至卷绕间。生头完毕,即关闭压缩空气,此时喷管只起导丝作用。采用该工艺,摩擦阻力最小。丝束不会受到损伤。吹风速度可与不同纤度、不同根数的初生丝的冷却要求相适应,因而在一定程度上可优化丝的结晶度和取向度同时,丝在冷却甬道内的扰动极小。4,一步法和二步法纺丝将调成的可纺沥青,输入沥青融纺装置,有两种方法:即热态输入和冷态输入。把可纺沥青热熔体输入纺丝装置并使之保持在稳定的温皮下,供纺丝之用,这是热态输入,即所谓一步法纺丝。此法比再次加热纺用沥青的所谓二步法纺丝要节能、省工得多。但涉及到高温、高粘沥青熔体保温,输送较复杂的化工过程在沥青热熔体输送过程中,必需使用的齿轮泵输进管道等设备也需与热熔体保持相应的温度。使输入的沥青熔体稳定在纺丝所确定的温度范围内,因此需要精细控制温度。一步法纺丝适于工业规模的批量生产,可施行全面连续化操作。但热融了的纺用沥青,不宜长时间恒温,因为物料在长时闻保温过程中会连渐变性,例如等向性纺用沥青,在纺丝温度下恒温十余小时,即有明显变化,从而影响纺丝的稳定性,因此纺用沥青一经加热熔融后,应在较短时问内纺完,以防沥青熔体因长时间保温而变质。为此,需要采用多纺位纺丝。二步法纺丝通常采用螺杆挤压进料装置,将纺用沥青在常温下喂入料斗,由螺杆推进沥青粒料,一边难挤,一边加热,使沥青熔体到达温度后挤入纺丝箱内,挤压纺丝。这种方法比较机动灵便,但要注意纺用沥青热解气体的及时排放,否则纺丝不易稳定。采用排气螺杆等新型纺丝设备是获得稳定纺丝的有效装置。5,对实现稳定纺丝有重要作用的沥青熔体脱泡处理。主要有三种办法,即①静止脱泡法,②减压脱泡法③加压脱泡法。静止脱泡是使沥青在常压或减压下保持较高温度,使纺用沥青在减压下,分离出混合的气泡,此法生产性较差。减压脱泡法是融沥青在减压下通过溢流沟以薄膜方式脱除气泡,这是沥青熔体脱泡的有效方法,实施这一方法后,气泡大量减少,喷丝板污染降低,断丝减少。加压脱泡法是对熔融沥青施加几十托压力的高压处理,使其中lOμm以下的气泡溶解在沥青中。通过设置在喷丝板前的加压部份,对沥青熔体施加压力,由此进行挤丝和收取,结果纺丝几乎不断。但是经过加压的熔融沥青须迅速纺出,如若在喷孔加热部位滞留较长时间(10分钟以上),溶解的气泡会再次发生诱发断丝。比较上述三钟方法后,可以看出.采用脱泡釜加压脱泡法除去沥青中分解气是较为可行的方法。6,联碳公司采用改进的喷丝组件纺丝,可纺制出具有预定截面结构的纤维。改进的方法是在喷丝板通道中安装一个多孔体,多孔体由大小为0.007mm,上面有100~150个微孔的颗粒构成的多孔金属体。构成多孔体的材料是80%(重)的镍和20%(重)的铭。颗砬之间的连接区大约为颗粒大小的l0μm,颗粒微孔的平均孔径为45μm。颗粒在喷丝板通道中的充满率为60%。用改进的纺丝组件纺出的中间相沥青长丝的直径6Oμm。7,熔融纺丝中熔体分配管道分为两部分。一是用来连接过滤器至纺丝计量泵人口的熔体分配管道;二是从纺丝计量泵出口至纺丝组件之间的熔体分配管道。前者通常一部分位于纺丝箱体之外,一部分位于纺丝箱体之内;而后者则完全位于纺丝箱体内。通常熔体分配管道有3种形式,即分支式、放射式和组合式。目前绝大多数采用组合式结构。熔体分配管道的设计要求是熔体在管道内流经时间要短,压力降要小,熔体在各分配管道中流经的时间和压力降要相同。为了达到上述设计要求,管道配置必然对称,熔体管道内径相同,长度相等,和流动时阻力相等。因此管道有意制成各种不同形状的弯曲,特别要注意应避免有直角、死角、滞流区。熔体管道焊接后,内孔应进行精整加工,研磨掉焊接后熔体管道内孔形成的凸肩、毛刺和煨弯时产生的皱纹,这样才能保证各纺丝丝束纤度相同,线密度偏差率最小。纺丝箱体温度控制范围为287.4±1.5℃;计量泵温度控制范围为291土1.5℃。8,下图为纺丝沥青经挤出牵伸时的丝径变化在纺丝时因原料中的杂质、温度分布不均以及喷丝板缺陷等情况易出现打圈和黏板现象。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 y6670812
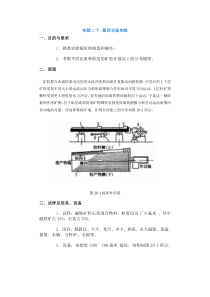
y6670812
本文标题:沥青基碳纤维熔融纺丝工艺及纺丝组件
链接地址:https://www.777doc.com/doc-1881246 .html