您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 造纸印刷 > PCB基板涨缩的判定与测量[1]
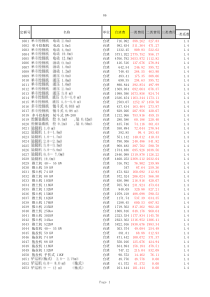
2019年12月13日星期五1漲縮的判定與測量制作﹕生技課Report:2019年12月13日星期五2講解內容框架漲縮的判定漲縮發生的時機與原因漲縮的測量漲縮的改善與預防CASESTUDY2019年12月13日星期五3漲縮的判定1.漲縮的發生﹕漲縮是物體在受環境作用下尺寸發生變化的一種現象。和其息息相關的環境因素有溫度和濕度﹐其次制程中的外力作用也會引發漲縮﹐本次講解就主要針對非環境作用引發的漲縮現象。2019年12月13日星期五42.漲縮異常的出現當漲縮作為一種生產異常出現在制程中時﹐它就由一種普通現象演變為災害性現象﹐對制程和生產穩定造成強大的沖擊力。在PCB業界﹐漲縮出現將給產品帶來一系列的隱患﹐其特點為﹕a.發生性高b.破壞力大c.偵測性低d.批量性e.不穩定性2019年12月13日星期五5特性分析﹕特性特性分析發生性高隨著PCB板向多層高密度型發展﹐漲縮已成為如影隨行的異常﹐不斷挑戰產品的穩定性﹐困擾高階產品的品質管制。破壞力大當漲縮作為異常出現時﹐它造成的破壞力就是報廢。除了可以花大成本挽救一部分外﹐沒有重工的可能性。偵測性低異常發生前不可以預知﹐規律性不強﹐異常發生后通常以其他形式表現﹐如鑽偏﹑鉚偏﹑內短﹑外偏等。批量性異常發生時不會是單一數量﹐而是生產過程中使用同一參數的一批產品。不穩定性異常受影響的因素過多﹐生產中有任意參數變更都會引起漲異常的發生。2019年12月13日星期五63.引起漲縮異常的要因分析﹔為何漲縮﹖料法人內層底片檢測是否按標准進行底片制作時是否按抓好的補償進行預放或預縮機壓機升溫速率是否均勻壓機熱盤溫度均勻性是否達標鑽靶機鑽靶精度是否達標環季節﹑天氣變化內層板棕化后放置條件壓合冷壓設置的冰水溫度底片放置的時間和條件基板底片的尺寸安定性基板的厚度以及銅厚內層補償值是否抓准P/P的物性與基板的匹配性板層多少及板厚是否一致殘銅率及工程疊構設計鑽靶前是否冷卻至室溫壓合參數設置是否合理2019年12月13日星期五74.鑽孔X-Ray照看方式﹕COMP面左上右下異常板看板順序﹕第一步﹑確定孔偏的程度及趨勢﹔從孔密集區看起﹐某區域全部與內層pad切破超過180°為非常嚴重﹐切破超過90°為嚴重﹐偏切為異常﹐未切為正常。第二步﹑判定原因﹔如整pnl或部分step有發生異常以上現象﹐查看靶孔與外圍孔狀況﹐8層以上板首先確定同心圓狀況。第三步﹑如外圍孔與靶孔表象不符﹐測量靶距﹐檢測壓合是否有鑽靶異常。2019年12月13日星期五8孔內層pad隔離層切破90°切破180°5.角度判定與計算偏移值﹕2019年12月13日星期五95.漲縮異常的判定﹔5.1漲縮異常表現的形式﹕a.層偏﹑內S.漲縮表現為層偏﹑內S多為8層以上板﹐層間不對稱造成壓合過程中層間漲縮變化大小不同﹐引起層間線路對位偏差﹐如果不同網絡線路疊加且導通孔連接到不同的網絡即形成短路。b.鑽偏.漲縮引起整板圖形變形﹐導致鑽孔時局部或全部孔偏現象。c.外偏.因漲縮引起輕度鑽偏﹐鑽孔修改機械坐標后外層曝光仍按照原比例生產﹐即會引起外層整板或部分Step曝光偏移。5.2漲縮異常與相關異常的區分﹕5.2.1.漲縮與鉚偏—同心圓對比(層次漲縮以8層板為例)﹔同心圓4﹑5層同時向4個拐角偏移可以確定為整板漲縮同心圓4﹑5層同時延Y方向向外或向內可判定為Y向漲縮同心圓4﹑5層同時延X方向向外或向內可判定為X向漲縮2019年12月13日星期五10層次鉚偏以8層板為例﹕同心圓某一層次同時向一個方向偏移同心圓一邊正常﹐另一邊同時往一個方向偏移以上歸納的為較為常見的几種漲縮與鉚偏容易混淆的異常區分辦法﹐而實際生產中會出現更多更復雜的現象﹐那樣就需要我們憑借經驗去做層別﹐判定異常的真實歸屬。同心圓某一層延一個圓心朝不同的方向偏移2019年12月13日星期五115.2.2漲縮與內短—同心圓判定(查看是否存在層間偏移)。內層短路一般由底片漏光或吸氣不良﹑顯影不潔等造成﹐壓合及基板的銅粉銅屑和壓合的鉚釘屑也會引起內短。而漲縮引起的內短則是因層間漲縮差異造成﹐只會存在于8層以上板﹐因此只需要觀察同心圓是否有漲縮即可判定漲縮對內短有多大貢獻度。內短的原因判定還需要找點﹐切片及數據分析﹐漲縮引起的內短只能計算其貢獻度﹐單獨的漲縮不會引起內短﹐還需要加上鑽偏﹑層偏導致。如下圖﹕線路線路銅面導通孔介質層如果孔與線最小距離為8mil﹐層間偏移2mil﹐漲縮3mil﹐鑽孔偏3mil(以上皆偏上限或下限)﹐導通孔就會連接到線路﹐造成層間短路。2019年12月13日星期五125.2.3漲縮與鑽偏—X-Ray照孔確認假設以上為4個PCS﹐以上孔偏方向如紅箭頭所示﹐孔偏方向為離心式擴張偏移﹐可以判定此板有整板內縮現象﹔另有單PCS或部分PCS的孔偏呈現出擴張式﹐也可判定為漲縮異常。2019年12月13日星期五13鑽孔所有孔均向一個方向偏移﹐如果壓合鑽靶未偏移﹐即可斷定為鑽孔整體移位。當然﹐鑽孔鑽偏大多數是BGA密集區部分孔偏移﹐判定人須根據具體情況做判斷﹐不可和漲縮引起的鑽偏混淆。2019年12月13日星期五145.2.4外偏與漲縮—看孔環與孔偏移外偏導致原因一般有二﹐其一﹕外層底片對位失准﹔其二﹕底片漲縮。由于外層曝光為單面曝光﹐底片對位為兩面分開﹐如果有一面對位不准即會造成單面曝偏﹐如有兩面整體向一個方向偏移即可判定為漲縮。這種判定是帶有一些隨機性﹐但應該可以COVER95%以上異常。兩邊板面孔對應孔環向同一方向偏移﹐可判定為漲縮。漲縮造成的外偏多為整體性﹐板兩邊的偏移呈對稱狀﹐有一定規律。外偏形成取決與底片對位及尺寸管控﹐表現規律不明顯。2019年12月13日星期五155.2.5漲縮與靶偏—X-ray看靶鑽靶過程中會因設備精度問題加上人員操作不當引起靶偏不良﹐漲縮的補償鑽靶也會引起靶偏﹐兩種靶偏是有分別的﹐詳見下圖﹕壓合中央基准補償鑽靶﹐發生3個靶孔同時延Y軸向內偏或外偏現象﹐為漲縮補償鑽偏﹐其偏移標准看鑽靶的補償值﹐壓合鑽靶補償≦6mil為我司目前管控標准﹐其對靶偏的尺寸影響計算方法如下﹕2019年12月13日星期五16中央基准補償打靶的方式﹕產品因漲縮造成靶距的實際值和工程的CAM值不一致﹐因此鑽靶輸入固定值時機器同時找不到兩個靶心﹐也就無法下鑽﹐必須設定補償值﹐才可以生產。所謂補償值就是實際值和CAM值之間的允許誤差。如補償值為6mil﹐就說明實際值和CAM值之間允許最大差異為6mil﹐超過規格則無法生產。計算方法﹕中央基准補償對孔距和CAM靶距造成差別值計算﹐假設靶距有縮﹐如上圖﹔實際孔距離L=實際靶距L1+(CAM靶距L2-實際靶距L1)/2,如果CAM靶距=20inch﹐實際靶距比CAM靶距縮6mil﹐則孔距離L=(20-0.006)+0.006/2=19.997inch﹐此時孔與實際靶位差別=(19.997-19.994)/2=0.0015inch=1.5mil.靶距中央CAM距離CAM距離實際靶位實際靶位孔位置孔位置2019年12月13日星期五17靶偏的表現形式﹐如下圖﹕靶偏表現為三個靶孔同向一個方向偏移﹐有一個或多個靶孔未能打中MARK中心的異常﹐通常延X方向偏移時3個孔會同時偏移﹐延Y向偏移時會根據補償設定不同偏移的孔數一到三不定﹐針對此狀況鑽靶人員必須遵守SOP作業﹐在固定頻率內增加對機器的校正﹐并規范作業姿勢﹐以減少靶偏異常的出現。2019年12月13日星期五182019年12月13日星期五19漲縮發生的時機與原因漲縮影響最大的是環境﹐而無論對環境做怎樣管控﹐漲縮變化也同樣不可控制﹐我們需要去做管控的是環境以外的其它部分。序號引起原因管控重點備注1底片漲縮放置環境底片在溫﹑濕度不穩定的環境中就會發生尺寸變化﹐導致轉移到線路板上的圖形也發生漲縮變形2蝕刻漲縮殘銅率蝕刻是一個濕熱環境﹐DES中化學反映會釋放出一定熱量﹐而蝕刻中又伴隨基板兩面殘銅面積的減少﹐引起基板尺寸膨脹﹐蝕刻漲縮一般和板厚﹑殘銅率成反比。3放置時間漲縮放置時間對蝕刻后放置環境不做管控﹐會引起基板吸濕膨脹﹐一般0.15mm以下的薄板會隨時間增長(Chang)膨脹。4壓合漲縮壓力壓合是一個高溫高壓過程﹐期間必定會引起線路板漲縮。而壓合過程當中對漲縮影響最大的是壓力。壓合中基板隨高溫變軟﹐流膠過程中會對基板造成拉扯﹐壓力越大﹐拉扯越大。固化過程中膠體收縮同樣拉扯基板﹐壓力越大收縮越慢﹐而當一旦壓力解除﹐溫度降低﹐固化膠體則會劇烈收縮﹐引起壓合后整板收縮。5鑽靶異常溫度鑽靶對產品的靶孔有尺寸管制要求﹐靶距尺寸超出管制范圍則無法作業。拆板后產品因放置的位置﹑時間和散熱狀況不同﹐導致同一批產品溫度不同﹐所以尺寸也有較大差異﹐并且尺寸仍在迅速變異之中。對其尺寸無法管控于同一標准。所以壓合后必須將產品冷卻至相近的溫度﹐才能保証無鑽靶異常。PCB漲縮異常的發生主因2019年12月13日星期五201.絕對漲縮的測量﹕測量內層底片曝光前數據與壓合后數據對比。1.14層板測量因為4層板只有一張內層板﹐壓合前測量靶距﹐壓合后MARK中心鑽靶后再測靶距﹐即是其絕對漲縮數據﹐至于層偏的影響一般可以不予考慮。1.26層板測量6層板共有兩張內層板﹐基本上為對稱疊構﹐因此壓合后兩面漲縮差異可以不考慮﹐測量方式與4層板類似。1.38層以上板測量8層以上板因為層次排列不同﹐內外層次壓合中會產生較大差異﹐因此需要建立標靶進行監控﹐如下頁圖注。漲縮的測量2019年12月13日星期五212019年12月13日星期五222.相對漲縮的測量﹕測量工程設定值數據與壓合后數據對比。2.1壓合后漲縮測量壓合后產品可以選擇用X-Ray鑽靶機測量靶距或標靶距離來判定漲縮﹐也可以將靶孔用MARK方式鑽破后使用2D測量其數據。2.2鑽孔首件后漲縮測量壓合鑽靶選用中央基准補償式鑽靶﹐當產品到鑽孔后靶孔已無法作為漲縮測量的參考依據﹐此時可以選擇待鑽板用鑽靶機MARK方式鑽破外圍孔﹐用X-Ray或2D測量孔距判定漲縮尺寸﹐8層以上有標靶的可以同壓合測量方式。2.3中測漲縮的判定與測量中測板因為加上外層線路﹐對漲縮的判定有一定遮蔽性。一般漲縮為批量性異常﹐但也會有鑽孔首件等個別漲縮異常板流入﹐此時需要對異常板蝕刻后造X-Ray﹐判定方式同鑽孔﹐中測板已無可供測量的孔﹐尺寸漲縮值不能測量。2019年12月13日星期五231.1改善流程﹕漲縮的改善與預防1.改善OK鑽靶成型無異常異常測量漲縮值知會PE修改補償鑽靶不同補償做不同防呆標記鑽孔首件OKNG修改程式量產2019年12月13日星期五241.2改善方式a.壓合異常.壓合鑽靶人員更換新料號后首先抽測10pnl板﹐發現有漲縮異常首先知會當班組長﹐組長要立即知會PE﹐漲縮嚴重的(如漲縮異常比例超過50%或漲縮R值超過8mil或漲縮最大值超過10mil)開出異常反饋單會簽到PE及鑽孔﹑中測﹔如果為夜班﹐開好反饋單﹐交接給白班組長。對于異常板須復測10pnl﹐根據測量數據選擇最佳補償值或篩選式鑽靶﹐補償規格每次放寬2mil﹐成型時撈槽作區分標記﹐補償6mil撈2槽﹐8mil撈3槽﹐依此類推。b.鑽孔異常,當部分孔有切破內層pad時需要修改鑽孔程式﹐修改程式時要根據偏孔程度分step進行修改﹐修改后經首件確認OK后量產﹐如發現首件有漲縮偏破現象﹐先確認壓合是否有做撈槽區分標記﹐沒有做標記的料號須開異常反饋單會簽壓合﹑中測﹑PE等相關部門,對已有撈槽標記的料號無須開單。2019年12月13日星期五252.預防預防流程圖FA壓合曝光OK重設補償值申請新底片NG知會PE出貨通知工程鑽靶測量漲縮值量產2019年12月13日星期五263.補償值的設定方式Y向補償值(R)=漲縮值(r)/CAM值(Y)X向補償值(R)=漲縮值(r)/CAM值(X)漲縮值(r)=壓合后靶距(L)-CAM值(YorX)計算結果精確到1/10000位﹐1/10000后的尾數一般使用棄尾法﹐也可以使用四舍五入法。例﹕某料號工具規格為A1B1=20B1C1=4.5壓合后實際測量靶距為Y=19.9928﹐X=4.4991﹐原內層預放為X=Y=1.0
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 a523542231
a523542231
本文标题:PCB基板涨缩的判定与测量[1]
链接地址:https://www.777doc.com/doc-1913356 .html