您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 杜邦工程塑胶:十大成型问题(全)
1、1/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih工程塑膠:十大成型問題下列十個問題通常發生在成型半結晶工程塑膠上,如POM、PA、PBT、和PET。在以下文章中,作者描述簡單的方法來確認與避免這些問題。一、塑膠粒的濕度二、澆注系統太小三、錯誤的澆口位置四、保壓時間太小五、錯誤的熔溫六、錯誤的模溫七、不良的表面完成八、熱澆道問題九、翹曲十、模垢第一章塑膠粒的濕度成型時徵兆成型品上看得見的徵兆對機械性質的影響PA流涕洗料管時有泡沬流動方向外擴(流痕)毛邊增加較低的衝擊和拉伸強度PETPBT無顯著徵兆表面流痕(外擴)不可見很低的衝擊和拉伸強度POM洗料管時可能有泡沫可能有流痕無TEEE無顯著徵兆毛邊稍微增加較低的衝擊和拉伸強度1.1如何確認含濕率過高很多的塑膠從空氣中吸濕;至於吸濕多少則視塑膠的種類而定。塑膠粒中的濕氣,即使只是在表面凝結,對工程塑膠的成型品也會造成問題。。
2、不好的結果有很多種,包括成型製程問題,成型品外觀不良,機械性質降低。光用目視檢查的方式是無法確認是否有濕氣。作者在本文中給予成型多種塑膠的成型者一些有用的指引—如何處理對濕度敏感的這些塑膠。2/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih原料要求含濕率乾燥溫度乾燥時間指引PA0.2%80℃2-4小時若塑膠曝露於大氣中時需要乾燥PET0.05%120℃3-4小時總是需要乾燥(除濕乾燥機)PBT0.02%130℃3-4小時總是需要乾燥(除濕乾燥機)POM0.1%80-110℃2-4小時乾燥溫度視硬度而定TEEE0.05%80℃1小時只在發現表面凝結時需要乾燥1.2對塑膠粒最大含濕率、乾燥溫度、乾燥時間的建議1.3含濕率對衝擊強度的影響(玻璃填充PET,GF30PET)塑膠原料乾燥大多數的工程塑膠的成型要求塑膠粒的含濕度低於一特定的最大值。乾燥的需求主要決定於原料對水的敏感程度。當然,運送時原料的含濕。
3、率、包裝形式及儲存時間都是重要的準則。舉例來說,聚醯胺(尼龍)的包裝袋有一鋁質隔絕層,所以可以在取出後直接使用。然而,大多數的尼龍加工者不論如何還是偏好乾燥樹脂,即使材料(在1小時內使用時)乾燥的動作並不需要。另一方面,PET和PBT對含濕率的考量更是緊要,總是必須乾燥以確保成型品的衝擊強度不受影響。另一個因素是這些樹脂在乾燥後吸濕很快,所以成型者必須特別注意:打開PET和PBT容器時、當在輸送帶系統時、在料筒的停留時間。因此,在不好氣候環境中,PET可以在10分鐘吸濕超過成型最大允許含濕率0.02%。乾燥次料和完全飽和的塑膠粒(如在任由容器打開不管的情形)需要特別留心注意。在這些狀況下,建議的乾燥時間通常不夠。完全飽和的尼龍可能需要超過12小時的乾燥時間,這也無可避免的會造成原料變黃。因此,應要依循下列的指引:總是將次料於儲存於密閉容器中已部份使用的容器或包裝袋要密封(1)Moisturecontentofgranules(%):塑膠粒的含濕率(%)(2)MaximumMoisturecontent:最大含濕率(3)Impactstrengthas%ofoptimum:衝擊強度,。
4、最佳值的%3/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih料筒要加蓋如何乾燥如果你要高品質的成型,正確的乾燥程序是很重要的。舉例來說,各式簡單的熱空氣乾燥機並不適用於乾燥PET,但除濕乾燥機系統則可接受,只有它能提供必要的(穩定且適當的)乾燥,不論周圍的氣候條件為何。除了正確的乾燥溫度之外,確保乾燥空氣的露點維持低於-20℃很重要。當以多容器裝置運作而有不同的填充高度與體積密度時,確保空氣在每個容器的通過量是足夠的也很重要。1.4典型的乾燥機A露點B加熱器C空氣流量控制D料筒E溫度指示器F除濕空氣再生G乾燥劑床H送風機Forcertainproducts,hotdehumidifiedairconveyingonly.對特定產品而言,只傳送熱的除濕空氣4/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Pop。
5、pe,KarlLeidig,KarlSchirmer/translatedbyStevenShih1.5衡量含濕率塑膠粒的含濕率可透過商業化的測量儀器衡量,如以壓力計測量或Karl-Fisher方法(manometricortheKarl-Fischermethod)。為了消除錯誤來源,樣本應自料筒底部取樣,並以適當的容器密封。特殊的包覆有PE和鋁質的熱封袋、或實驗室用的可密封的玻璃容器皆是適當的。Recommendedsamplinglocation:建議的取樣位置samplinglocation:取樣位置Containerforsampleofgranules:塑膠粒樣品容器Moisturemeasuringinstruments:濕度測量儀器Manometricmethod:壓力計測量法Karl-Fischermethod:Karl-Fischer法5/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbySteven。
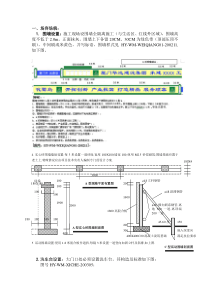
6、Shih第二章澆注系統太小今日工程塑膠製成的零件以複雜的方法輔助設計,如電腦輔助設計,有限元素分析法、和模流計算。雖然這些工具真的很有用,但有時對澆注系統正確設計的重要性無法考慮完全。本文討論半結晶塑膠的正確進料系統設計之基本要素。但這些要素要與正確位置的澆口、正確的保壓力時間同時應用。這些議題將在此系列的下幾章討論。澆口直徑(三板模)最大可達重量(在保壓80MPa下)最大有效保壓時間需要的射出壓力(模穴填充時間達1.4秒)收縮率a:ψ0.5mm30.32g5.0s170MPa1.7%b:ψ1.5mm31.30g7.5s70MPa1.3%2.1澆口直徑對PA66成型品(1.5mm)品質的影響半結晶樹脂的特性從熔融到固化(結晶)狀態期間,半結晶熱塑性塑膠會經歷體積的縮水。此縮水視樹脂種類而定(有時可能高達14%),必須在保壓時間內藉由供給額外的熔化樹脂於模穴來補償。這可以做到,如果澆道的橫截面是適當的,而能確保在保壓holdtime(s):保壓時間(秒)mouldedpartweight(g):成型品重量(克)effectiveholdtime:有效保壓時間structurewithga。
7、teψ=1.5mm:澆口直徑是1.5mm的結構soundstructure:健全結構structurewithgateψ=0.5mm:澆口直徑是0.5mm的結構stronglyshearedregion:強烈剪切區域6/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih階段的流體中心(fluidcentre)出現。2.2多重澆道的設計結果確認如果澆口系統太窄(見例子),超過理想保壓時間時,保壓無法依舊有效。此時,體積收縮無法得到適當的補償,造成空洞與凹陷的形成(特別在非強化材料)和針洞(若是強化材料時)。這些徵兆可以在顯微鏡中觀察到。其結果是,成型的尺寸安定性也將變動很大,並將有過度的收縮,和翹曲的傾向變大。因為空洞與針洞就如同凹痕,將大幅降低斷裂伸長與衝擊強度,降低機械性質。在纖維強化材料中,若澆口太窄,纖維會被破壞而變短;這會進一步使成型變差。射出壓力高和模穴填充時間長可能是澆口太窄的進一步暗示,。
8、舉例來說,這可以經由設定不同射出率卻對實際模穴填充時間無效而得知。若澆口太窄,這也可能導致表面缺陷。造成過大的剪力產生於添加劑中(如衝擊增強劑、色粉、抗燃劑)和纖維分離。太小的澆口也傾向會噴射,而造成流痕、暗斑、和”大理石”效果(“marbled”effect),並在澆口附近形成一種暈輪般的效果。模垢形成的傾向也增加。澆注系統設計在設計澆注系統時,第一先考慮成型品的肉厚(見圖)。澆道的直徑一定不可小於成型品的肉厚。在每一分支點的澆道直徑可以擴大,以維持幾乎相同的剪力Recommendeddiameters:建議的直徑Thin-walledpart,largevolume,highviscosity:薄件,大體積,高黏性Thick-walledpart,smallvolume,lowviscosity:厚件,小體積,低黏性Recommendedcross-sections:建議的橫斷面7/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/tran。
9、slatedbyStevenShih率。為了防止無法避免的冷料塊從噴嘴達到成型件,澆口應該總是要延伸,以攔截冷料塊。此延伸應與澆口有大約相同的直徑,以確保冷料塊真的被保持住。當成型半結晶非強化樹脂,最小的澆口厚度應為成型品壁厚的50%,這也適用於強化材料。為了減少破壞纖維的風險,且記住這些材料具高黏性,澆口厚度應該達成型品肉厚的75%。澆口的長度特別重要,應該小於1mm以避免注道過早固化。模具會在澆口附近加熱,以使保壓有效果。總結基本的原則:總是提供攔截冷料塊的方法使澆道的直徑大於成型品的肉厚澆口的厚度至少為成型品肉厚的50%這些原理只考量到工程塑膠的結晶行為。若有人要估計模具的填充行為,可以用塑膠流動長度的資料,若有需要,要執行流動計算。為了各種理由,可能有一些應用其澆口設計不依循這些建議。通常要在品質與成本上取得妥協。2.3工程塑膠的潛伏式澆口unreinforcedcompound:非強化材料reinforcedcompound:強化材料8/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.。
10、Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih2.4直接澆口2.5三板模9/37EngineeringPolymers:The“TopTen”MouldingProblemsByR.Wilkinson,E.A.Poppe,KarlLeidig,KarlSchirmer/translatedbyStevenShih第三章錯誤的澆口位置澆口的位置對以下有決定性影響:流動波前(flowfrontprofile)、保壓的有效性、(因此會影響)成型品的強度及其它物性。澆口位置通常由設計者與模具製造者所指定,故本文特別為這些人所寫。不管如何,射出成型者也應參與設計階段以避免可預見的問題發生。不良澆口位置的可能負面後果從半結晶工程塑膠製成的零件,其它方面設計正確只因澆口位置不對,其特性可能被破壞。這可由下列的徵兆得知,適用於強化與非強化型樹脂:由流動波前所引起的接合線與氣泡,可能影響零件表面的完成(finish)和機械性質(尤其是纖維強化材料)。修改成型條件對這些考量沒有影響。若澆口位於成型品的薄壁之處,則在成型品的厚壁處會形成凹陷與空洞。既然。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 gf33386
gf33386
本文标题:杜邦工程塑胶:十大成型问题(全)
链接地址:https://www.777doc.com/doc-194351 .html