您好,欢迎访问三七文档
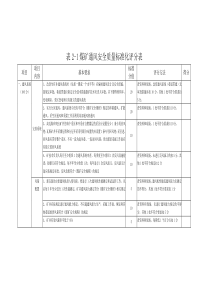
汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第1页陕钢集团汉钢2280m3高炉炉顶系统操作说明书2014年3月汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第2页1概述炉顶系统各设备状态采用统一的颜色标识,具体规定如下:红色:设备处于停止状态、阀门处于关到位位置;解除连锁界面中,经过人工确定将某设备解除连锁时,其按钮变为红色。绿色:设备处于运行状态、阀门处于开到位位置;黄色:设备出现故障,需要操作人员或者相关专业人员迅速排查;紫色:阀门处于关的过程中。蓝色:阀门处于开的过程中。对于水泵、液压泵、电加热器等长期运行设备,对其工作状态进行了统计,统计的内容包括“启动次数”、“本次运行时间”、“累计运行时间”,这些统计数据可以通过小画面上的“累计清零”按钮清零。•各设备的操作状态也在监控站上直接显示,各状态意义如下:机旁:该设备现场操作箱选择开关选择“机旁”位或者“0”位;(若相应设备的控制回路未送电,即使操作箱上在“集中”位,程序也会认为是机旁)集中手动:该设备处于集中手动状态;集中自动:该设备处于集中自动状态;关于设备故障的说明:合闸故障:相关设备的进线或控制回路断路器未合闸。热继保护:相关设备的热继电器跳闸,需要电气人员处理。汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第3页变频器故障:变频器内部产生故障,需要电气人员处理,在变频器面板上复位。开阀超时:程序发出开阀指令后在规定的时间内开到位限位没发信号,需要检查限位或阀门的气路或油路。关阀超时:程序发出关阀指令后在规定的时间内关到位限位没发信号,需要检查限位或阀门的气路或油路。传感器故障:仪表变送器所发的信号范围在4~20mA之内,当仪表所发的电流信号超过这个范围时,画面上的仪表值会闪烁红色。需要仪表专业人员处理。启动故障:对水泵油泵等设备,当程序发出启动命令后在规定的时间内没有运行反馈信号,则报启动故障。停止故障:对水泵油泵等设备,当程序发出停止命令后在规定的时间内没有停止反馈信号,则报停止故障。当设备出现上述任何一种故障时,画面上显示的都有“总故障”信号。对于画面上出现的故障信号,一定要及时通知相关专业人员处理,以免事故状态扩大,影响上料。2下料闸操作:下料闸为比例阀,即可以控制阀的开关速度的阀。比例阀有一个先导阀,不管开阀还是关阀先导阀都要得电。比例阀是4~20mA信号控制的阀,4~12mA控制关阀,12~20mA控制开阀。电流与12mA差值的绝对值决定了阀动作的速度。差值绝对值越大,则阀动作越快;差值绝汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第4页对值越小,则阀动作越慢。下料闸操作画面:计算机就是通过比较下料闸设定值和下料闸实际值,来控制先导阀的得电失电和比例阀输入的电流大小,实现下料闸的精确定位。即当设定值和实际值的偏差小于0.2度,则无需调整开度,下料闸不动作。当设定值和实际值的偏差大于0.2度,且设定值大于实际值,则开阀;当设定值和实际值的偏差大于0.2度,且设定值小于实际值,则关阀。阀门动作正反向各有3个速度档,分别为高速、中速、低速,汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第5页偏差值越大,阀门动作速度越快。当实际角度与设定角度差值大于8度时用高速,4~8度时用中速,小于4度时用低速。每个下料闸有工作油路阀和备用油路阀两套阀,当切换时,需要将柜门上的转换开关切换(工作/备用)和阀台上的油路同时切换,程序和画面中无需任何改动。下料闸有机旁手动、集中手动、集中自动三种操作方式。在集中手动方式下,若编码器没有故障,点“全开”按钮,则开到最大位,点“全关”按钮,则关到最小位。在集中手动方式下,可以使用角度强制功能,即在操作小画面中直接输入强制角度设定值(0~65度的范围),可以直接开关下料闸到任意开度。下料闸的开度范围是0~65度,本系统中关到位是0度左右,开到位是62度左右。下料闸开动作或关动作的时间超过20秒,会自动停止动作并报警。下料闸的布料时的开度设定值有两种来源:①画面设定、②料流曲线设定。两种设定方式的切换在小操作画面上完成。画面设定:分矿石画面设定、焦炭画面设定两个角度,只在炉况稳定,且矿料批和焦料批重量稳定的情况下使用或开炉时使用。实际生产中主要使用的是料流曲线设定。料流曲线设定:汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第6页矿石和焦炭分别有各自的料流曲线表,表中每个开度对应不同的流量,依次从小到大最多有30组不同的对应关系数据。下面以焦炭为例进行说明:“焦炭料流曲线”画面中左侧为“焦炭曲线”,主要是由开炉时的测量数据和实践经验总结得出。布料前先计算出实际需要的料流量(料批重量/(8x总圈数)),然后利用曲线表计算出相应的下料闸开度。此表中的数据不会自动更改。“焦炭自学习”曲线位于画面右侧,当使用“焦炭自学习”中的曲线时,如果理论布料时间与实际布料时间(以下料闸离开关位开始计时,开到位停止计时)差超过±5S,每次会自动增加或减少0.1度的相关开度设定值。画面设定、料流曲线设定必须在下密封阀关到位的前提条件下操作,即在不布料的时候才能切换画面设定、料流曲线计算设定。下料闸布料有重量法和时间法两种方式(重量法和时间法的详细叙述见倾动部分),重量法和时间法的切换可以在小操作画面上操作完成。切换重量法和时间法必须在下密封阀关到位的前提条件下操作。(在不布料的时候才能切换重量法和时间法。)下料闸的布料时的开度设定值有两种来源:①画面设定②料流曲线设定。设定方式的切换在小操作画面上完成。矩阵设定一般在开炉时使用;画面设定分画面焦设定和画面矿设定两个角度,只在炉况稳定,且矿料批和焦料批重量稳定的情况下使用或开炉时使用。实际生产中主要使用的是料流曲线设定。画面设定、料流曲线计算设定必须在下密封阀关到位的前提条件汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第7页下操作。重点:下罐料空信号有以下3种方式发出:①称重判断料空:当下罐称重小于某设定值后(如700kg)+30秒延时(HMI可调).②总时间判断料空:总布料时间(8*布料总圈数)+30秒延时(HMI可调).③强制料空:通过HMI画面人工手动强制发出料空信号。正常情况下,放料完毕后下罐料空信号是由方式①发出。但如果料罐称故障未发出料空信号,或未选择①方式,则满足条件②后料空信号也会自动发出。特殊情况下,人工随时可通过HMI按钮发出料空信号。下料闸编码器校准功能:当启动“0度校准”功能后(按钮变成绿色),只要将下料闸关到位,此时接近开关关到位信号到达,则会自动将0度值赋给编码器,从而对编码器读数进行校准。校准完毕后即可将“0度校准”关闭。由于下料闸是通过输出电流对比例放大器进行控制,操作箱上的按钮仅能控制先导阀而无法完成对输出电流的控制,所以机旁操作箱上不能控制下料闸。当下料闸的两个编码器都故障时,务必激活强制界面中的“强制下料闸编码器故障”按钮,否则无法集中控制下料闸动作。此时不能使用角度强制,只能通过画面按钮“全开”、“全关”、“停止”来控制。汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第8页3布料溜槽的操作:3.1布料溜槽旋转布料溜槽的旋转有三种动作方式:环型螺旋(环型或螺旋取决于料制的设置,若所有料制设置在一个档位上,则为环型布料,若料制设置在两个档位之上,则为螺旋布料,但对旋转来说都是完整圆周运动)、扇性布料、定点布料。正常生产时,布料溜槽处于常转状态,并可以预选旋转方向(选汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第9页正转或反转),为使溜槽磨损均匀设置了自动换向功能,启动自动换向功能以后,每8小时自动换向。当实施扇形布料时,旋转电机由高速(1500rpm)改为低速(500rpm)旋转,在选定的区域来回布料。扇型布料的范围为从起始角顺时针到终点角的范围(比如起始角为0度,终点角为120度,则扇型布料范围为120度的小扇型;若起始角为120度,终点角为0度,则扇型布料范围为240度的大扇型)。若采用扇型布料,应首先选择布料的起始角和终点角,再点“扇型启动”和“扇型停止”启停扇型布料。当实施定点布料时,旋转电机慢速正向旋转到指定的角度点并停止在该位置。旋转位置由6个主令控制器检测,正对溜槽检修门位置角为0°,剩下的5个角度顺时针依次为60°120°180°240°300°,使操作人员随时能观察到溜槽旋转到达的方位,并作为扇型布料或定点布料停车换向的限位。当旋转步进功能启用后,则每布一批料的起始角都较上一批步进60°。取消步进后则每次布料的起始角都相同。重点:编码器校准功能:当启动“0度校准”功能后(按钮变成绿色),只要旋转溜槽的0度主令信号到达,则会自动将0度值赋给编码器,从而对编码器读数进行校准。校准完毕后即可将“0度校准”关闭。汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第10页3.2布料溜槽倾动布料溜槽倾动采用变频调速,倾动速度为1.6°/s,正常工作倾角范围为:2°~53°,检修更换溜槽倾角为75°,更换溜槽只在机旁操作。倾动电机设置了两个绝对值编码器(一用一备)来检测溜槽倾动汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第11页的实际角度,以便将溜槽倾动到理想位置(保证偏差在0.2度内)。具体的控制策略是:若倾动给定值大于实际值0.3度以上,则倾动电机上倾;若倾动给定值小于实际值0.3度以上,则倾动电机下倾;若倾动给定值和实际值偏差的绝对值大于4度,则快速倾动;若倾动给定值和实际值偏差的绝对值大于0.3度且小于4度,则慢速倾动;若倾动给定值和实际值偏差的绝对值小于0.3度,则停止倾动。当一个编码器故障时另一个可自动投入使用;若两个编码器都正常时,可以在画面上选择一个编码器作为工作编码器。(若编码器的角度小于0度或大于80度则认为是编码器故障。)布料溜槽倾动设置了9个主令控制器极限位置,用于倾动的安全连锁和控制。·设置4个触点用于行程下限(4°)位置的切断和报警;·设置2个触点用于行程上限(50°)位置的切断和报警;·设置1个触点用于65°位置更换溜槽;·设置1个触点用于69°位置最高极限位检修或更换溜槽时,借助机旁操作箱,释放50°的两个触点,使溜槽对准检修门后,才能手动操作使溜槽上抬至更换溜槽位。倾动的操作设机旁、集中手动、集中自动三种操作方式。集中手动时,可以通过“上倾”、“下倾”、“停止”按钮操作倾动;也可以使用“α角强制”功能,直接输入倾动的设定值(3~50度),将溜槽倾动到任意角度。每布一罐料前,倾动电机倾动到第一个档位的布料角度后(倾动汉钢公司检修中心汉钢2280m3高炉无钟炉顶系统操作说明书第12页设定值和实际值误差小于0.3度以内)才能打开下料闸。每布完一罐料,下料闸和下密阀关到位后,倾动自动回到38度。•自动布料时,倾动角度α可以根据探尺到料线的料线深度自动选择,也可手动选择。对于一定的料线设11个布料倾角档位,不同的料线深度11个倾角值不同,高炉料线范围一般为0~6m,按其深度分为3个区域:0~2.5m、2.5~4m,4~6m。每个区域对应于11个倾角值,再按矿,焦分开,因此在计算机内共有66个自动倾角参数值,再加上11个手动矿,11个手动焦倾角参数值,总共是88个倾动角度参数数值。•自动布料时,布料溜槽在每个档位上的停留是按照时间法进行步进:若在某一倾角位置布n圈料,则8*n秒时间后溜槽步进到下一倾角位置布料。如选中“自动加油”功能,则系统会自动计时,当计时达到14400秒(即4小时),倾动电机会自动倾动到3度进行加油。如此时正在布料,程序会等待下料闸关闭后再进行加油。自动布料时,布料溜槽在每个档位上的停留步进有重量法和时间法两种方法:1重量法:根据料罐中料的总重量W和品种(矿或焦),布料总圈数m,计算其布料料流量Q=W/(m*8),根据通过现场测试得到的料流曲线矩阵表格(不同物料,不同料流量与下料闸开度的关系)算出下料闸开度γ。若设定在某一倾角位置布n圈料,则该倾角位置需要布的重量为W·n/m。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 13507436574
13507436574
本文标题:高炉炉顶的操作说明
链接地址:https://www.777doc.com/doc-1951808 .html