您好,欢迎访问三七文档
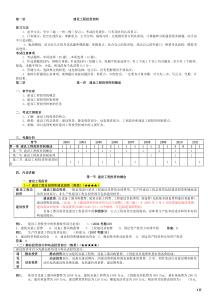
锻件超声波检验1.1范围:本条适用于承压设备用碳钢和低合金钢锻件的超声检测和质量分级。本条不适用于奥氏体钢等粗晶材料锻件的超声检测,也不适用于内外半径之比小于80%的环形和筒形锻件的周向横波检测。1.2探头:双晶直探头的公称频率应选用5MHz;探头晶片面积不小于150mm2;单晶直探头的公称频率应选用2MHz~5MHz,探头晶片一般为φ14mm~25mm。1.3试块:用标准锻件试块CSⅠ、CSⅡ、CSⅢ。1.4检验时机:原则上应热处理后,在槽、孔,台阶等加工前,比较简单的几何形状下进行,检测面的表面粗糙度Ra≤6.3μm。1.5扫查面:扫查表面应无油垢和污物等附着物。1.6耦合剂:机油或浆糊。1.7检验方法:以纵波检验为主。对筒形和环形锻件还应进行横波检验,检查部位和验收标准按产品技术要求而定。1.8扫查方法:以两个相互垂直的方向进行,尽可能地探测到锻件的全体积,主要探测方向如图4.1所示。其他形状锻件也可参照执行。1.9扫查速度:探头移动速度不超过150mm/s。1.10当锻件探测厚度大于400mm时,应从相对的两端面进行100%的扫查。1.11检测灵敏度的校验当被检部位的厚度大于或等于探头的3倍近场区长度,且探测面与底面平行时,可采用底波计算法确定检测灵敏度,校正点的位置应在工件上无缺陷的完好区域,且至少选择三点,并取得平均值;对由于几何形状所限,不能获得底波或壁厚小于探头的3倍近场区时,可直接采用CSⅠ标准试块确定基准灵敏度。1.12检测灵敏度不得低于最大检测距离处的φ2mm平底孔当量直径。1.13缺陷当量确定,采用AVG曲线及计算法确定缺陷当量(工件厚度大于或等于探头的三倍近场区)计算缺陷当量时,当材质衰减系数超过4dB/m时,应予修正。1.14记录a.记录当量直径超过φ4mm的单个缺陷的波幅和位置;b.密集性缺陷:记录密集性缺陷中最大当量缺陷的位置和分布;c.饼形锻件应记录大于或等于φ4mm当量直径的缺陷密集区,其它锻件应记录大于或等于φ3mm当量直径的缺陷密集区;d.缺陷密集区面积以50mm×50mm的方法作为最小量度单位,其边界可由半波高度法决定。1.15等级分类a.单个缺陷评定的等级见表4.1b.底波降低量的等级评定见表4.2c.密集区缺陷的等级评定见表4.3
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dominicst
dominicst
本文标题:锻件超声波检验
链接地址:https://www.777doc.com/doc-1975068 .html