您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 深孔弧门面板整体铣削加工施工工装
1、第1页共10页深孔弧门面板整体铣削加工施工工装刘霞(中国水利水电第七工程局水工机械厂四川彭山)摘要:水工钢闸门制作中深孔弧门通常需要将弧门面板进行整体铣削加工,而这种超大型设备加工在大型的制造厂通常采用数控镗铣床进行铣削加工,一般水工产品制造单位不具备这种能力,为此,我们针对弧门面板整体铣削加工要求自行研制一套弧门面板铣削专用工装和加工工法,供同行参考。关键词:深孔弧门面板铣削工装原理划规设计工艺原理质量控制环保措施1.前言深孔弧门面板铣削通常需采用数控镗铣床进行铣削加工,一般水工产品制造单位没有大型数控镗铣床这种设备,通常以高额的费用拿到具备这种加工能力的大型制造厂进行加工,加大了产品的制造成本,并影响产品生产工期。为此,我们针对深孔弧面板整体铣削加工要求以及弧门相关几何尺寸规格设计了一套专用弧门面板铣削的工装。通过这种工装,我们成功完成了苏丹麦洛维电站3套深孔低位泄水弧门面板的铣削加工,斜卡电站放空洞弧门面板的铣削加工。该工装还将继续为今后加工同类产品其它规格的深孔弧门进行服务。2.工装设计原理经加工苏丹低位泄水弧门面板为例。苏丹麦洛维电站4×2.5-57m低位泄水弧门,门叶结构。
2、尺寸:弧门半径R7500mm,面板弧长6025mm,面板宽5582mmmm;面板材质为2Cr13,加工粗糙度要求不低于12.5μm。根据该弧门的结构特点,设计的工装能将平面移动铣床与该弧门一起通过弧门支铰装置同轴旋转,通过铣床旋转或弧门旋转来转换加工工位,从而实现面板铣削加工。工装的设计原理如下:根据该弧门的旋转半径,设计一套工装支臂和固定支铰装置,使它与该弧门活动支铰能够进行同轴(工艺旋转轴)旋转,并将平面移动铣床固定在工装支臂上,支臂的长度以伸出弧门面板外并能安装平面移动铣床和施工平台为第2页共10页基础设计长度,如弧门半径加长,则相应加长支臂长度;工艺旋转轴采用分段制作,轴段采用动配合联接加长成长轴,以满足不同跨距的弧门加工;先划出弧门面板的铣削素线(水平线)作为加工基准线,以此线为基准找正铣床将铣床加固,调正铣刀铣削面板;通过龙门吊、千斤顶等设备旋转工装支臂或旋转弧门门叶转换加工工位,从而完成弧门面板的整体铣削加工。加工后的弧面实际上是由很多个沿圆弧的切线方向的平面包络组成,相邻两平面之间的峰值不超过0.1mm,其工艺旋转轴与活动支铰的配合精度确定弧门半径的加工精度。深孔弧门面。
3、板铣削工装如图示2-1:图2-1深孔弧门面板铣削工装1固定支铰2工装旋转轴3工装支臂4工位锁定器5专用水平移动铣床6活动支铰7闸门门体与支臂8起吊设备9工件加固支承10工装基础3.适用范围此工装可以通过加长支臂和工艺回转轴后适用于不同半径和跨距的弧门面板整体铣削加工。第3页共10页4.工艺原理4.1先将成形后弧门门叶与支臂、活动支铰、工装支臂、工艺旋转轴、工艺旋转轴支承按附图2.1方式组装成整体。4.2将自制的平面移动铣床与基础架安装固定,将组装的铣床安装在工装支臂上。4.3安装好铣床的工装支臂、弧门门体绕工艺旋转轴同轴(间隙配合方式联接)旋转,工艺旋转轴与门叶活动支铰配合精度决定弧门的加工半径的精度。4.4通过自制划规与工艺旋转轴同轴旋转,在面板厚度面上划出铣削加工半径弧线。4.5通过工艺旋转轴旋转工装支臂及平面移动铣床或旋转弧门门体转换铣削工位。4.6通过龙门吊吊起弧门吊耳,使弧门门体绕工艺旋转轴中心旋转,控制面板铣削工位的高程。4.7由于加工后的弧面实际上是由很多个沿圆弧的切线方向的平面包络组成的,通过计算得出铣削加工的最大弦平面宽度,使相邻两弦平面之间的峰值不超过0.1mm,并。
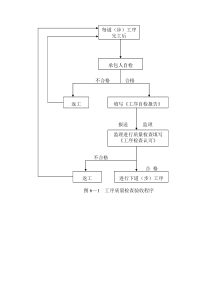
4、用直尺和划针划出刀盘找正基准弦线,并标识,以保证面板的弧面加工精度。4.8,分两次进刀量进行铣削,第一次加工为粗加工铣,第二次为精加工铣。通过第一次的铣削可以验证加工工艺的准确性,并通过及时调整确保二次加工时的精确性。5.施工工艺流程及工艺要点5.1工艺流程详见工艺流程图,附图5-1第4页共10页图5-1施工工艺流程图5.2工艺要点5.2.1加工工位定位后应将工装与基础支撑牢固,以防震动造成铣削串位。5.2.2铣刀与加工线应整体找平找正后,调整加固铣床与门叶,检查无误后,再铣削加工,以控制铣削精度和面板成形质量。5.2.3铣削加工过程控制5.2.3.1面板铣削划线将门叶侧水封面板边厚度面上涂上色(主要保证划线的清晰度),门叶与工装组装验收合格后用划线工装(自制划规,如图示5.1)绕支铰中心旋转,划出铣削弧线,再用专用检测量具(标准盘尺及弹簧秤)进行复检,准确后,并划出铣削弦平面弦线,做出标识,再进入面板铣削工序。划线方式如图示5-2弧门面板铣削线划线示意图。工装支臂、支铰、旋转轴、侧水封定位板、划规设计与制作铣削加工场地基础设计与铺设工艺旋转轴、弧门活动支铰、与轴支承整体组装确定面板铣。
5、削第一工位铣床及动力头与加工工位的加工量确定和找正铣床与基础架安装固定,吊装并与工装支臂安装就位与固定铣削工装与门体的固定工装支臂与工艺旋转轴的装配体整体安装加工工艺参数制定面板铣削加工面板加工质量检测加工质量评估与验收第5页共10页划线时要求在面板厚度面上每间隔80mm弧长打一标识。划线工装要求配合紧密,划规装配时应保证转动灵活,划针定位应准确和牢固。工装划线后应用标准盘尺进行复检。划线和检测时间应控制在一定的温差范围内。图5-1自制划规1工艺旋转轴轴套2划规臂3划针4划针锁定螺钉5.2.3.2铣床铣刀找正(1)用水准仪找正加工铣削线,调正后将门体与基础支撑加固。(2)旋转工装支臂调整铣床,用直尺检测铣刀头与门叶的间距,来回移动铣刀头,控制好与两侧面板铣削线间距后加固铣床与工装支臂。(3)用直尺找正铣刀盘,确定铣刀盘面两侧面与面板两侧面铣削线等间距后拧紧锁定螺钉,固定铣刀盘。5.2.3.3具体的铣削工位与铣削量确定:分两次加工量进行铣削加工,粗加工工位铣削量3mm,铣削弦宽80mm,精加铣削工位铣削量1mm,铣削弦宽35mm。理论计算得出,用该工装加工的回转半径为10m的弧门面板,其。
6、弦高为0.100mm;实测铣削后的弧门面板半径为R1000060.040.0_,完全达到了设计技术要求。为进一步提高铣削面的外观,可用手持软带磨光机对面板铣削面进行抛光。第6页共10页图5-1弧门面板铣削线划线示意图6.质量控制施工前,根据施工实际条件,组织技术人员反复认真研究和论证,进行周密的施工组织策化,确立一套适合的技术措施和工艺流程,细化每一个环节,制定相应的技术质量控制和检查验收方案,制定弧门铣削测量方案(见图6-1);制定划线加工检测表详见附表6-1《弧门划线加工基准数据表》(因表幅太大,附部分示意),以精确计算和检测每一次加工进刀量和加工后所剩余量,采用“三检制”的控制措施,加强过程控制,从技术上对加工质量作出保证。第7页共10页a图示6-1弧门铣削测量方案图加强过程控制,施工前组织施工人员进行技术交底,对于重点控制部位还要重点技术交底。施工过程进行质量监控,主要通过采用巡视、平行检验和盯点等方式对施工质量各重点工序进行监控。巡视检查重在及时发现问题并进行处理,坚决不把质量隐患带入下一道加工工序。对于重点部位加工时段,对关键工序,均采用现场盯点的监控方式,以确保加工质量。
7、。随时对施工工艺、施工方法以及施工过程中存在问题的检查和总结,及时改进施工方法以利后续加工。“三检制”控制是完善自身的质量检验制度,实行“三检制”即施工人员初检、技术人员复检、质量安全部终检。检查合格后,由质量安全部门组织监理单位验收。6.2.1加工后面板厚度附合设计要求第8页共10页表6-1苏丹麦洛维水电站低位泄水弧门划线基准检测表测量位置螺孔数检查线曲率半径mm检查线至面板距离mm铣刀进刀量mm铣削后曲率半径mm铣削后检查线至面板距离mm测量点数值(单位:mm)铣削后检查线至面板距离mm铣削后曲率半径mm铣刀进刀量mm检查线至面板距离mm检查线曲率半径mm0点~23点上节门叶07500.05.55.07500.50.514.013.014.02.07500.52.54.57498.5铣削后面板厚度####18.019.0铣削后面板厚度7499.0247500.05.54.57501.01.014.011.514.02.07501.03.55.57499.07500.0铣削后面板厚度####17.019.5铣削后面板厚度7499.0227500.05.03.57501.51.514.。
8、012.014.02.57501.53.56.07499.07500.0铣削后面板厚度####18.520.5铣削后面板厚度7499.0207500.04.02.57501.51.514.011.014.02.57501.52.04.57499.07500.0铣削后面板厚度####18.521.5铣削后面板厚度7499.0187500.04.03.07501.01.014.011.014.02.07501.01.03.07499.07500.0铣削后面板厚度####18.021.0铣削后面板厚度7499.0167499.53.52.57500.51.014.08.514.01.57500.50.52.07499.07499.5铣削后面板厚度####21.521.5铣削后面板厚度7499.0147499.52.52.07500.00.514.09.014.01.07500.00.51.57499.07500.0铣削后面板厚度####22.022.0铣削后面板厚度7499.0127499.52.52.57499.50.014.010.514.00.57499.51.01.57499.074。
9、99.5铣削后面板厚度####21.521.5铣削后面板厚度7499.0107499.52.02.07499.50.014.011.014.00.57499.51.52.07499.07500.0铣削后面板厚度####22.022.0铣削后面板厚度7499.087499.51.51.57499.50.014.010.514.00.57499.51.52.07499.07499.5铣削后面板厚度####19.022.5铣削后面板厚度7499.067499.52.02.07499.50.014.011.514.00.57499.52.02.57499.07499.5铣削后面板厚度####19.522.0铣削后面板厚度7499.047499.53.02.07500.51.014.012.014.01.57500.51.53.07499.0铣削后面板厚度####22.022.0铣削后面板厚度7499.027499.53.52.57500.51.014.014.014.01.57500.51.53.07499.0铣削后面板厚度####21.521.5铣削后面板厚度17499.5/////////。
10、//进刀、检验以左侧数据2为主,右侧作为辅助检验数据。第9页共10页7.安全措施7.1编制详细的施工安全措施《弧形闸门预组装及面板铣削施工安全措施》,并在施工前对施工人员进行安全施工技术交底,设置专职安全员全程跟踪,从安全体系、安全措施、安全管理制度上实现安全生产管理,制定安全工作目标。7.2严格执行国家有关安全文明生产的法律法规和《水电七局施工现场一般安全规章》、《水电七局机电安装分局质量安全管理实施细则》的规定。结合工程施工的特点制定《安全手册》、《安全防护措施》用于指导安全及防护。7.3通过制定安全考核和奖惩办法,与主要施工负责人员签订安全考核指标;从安全技术上、措施上、制度上、人员上严把安全关,牢牢把握住重点、高危作业部位的安全防护;每天进行一次安全检查,对施工机械、起吊作业、电气安全等各施工环节存在的安全问题,提出整改意见并要求限期落实;提高了施工操作人员安全意识,增强安全责任,确保施工安全。7.4照明安全7.4.1在施工作业区施工道路、临时设施等地设置足够的照明,其照明度应不低于200勒克司7.4.2在不便使用电器照明的工作面应采用特殊照明设施。在潮湿和易触电及带电体场所的照。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 hanzhanpeng
hanzhanpeng
本文标题:深孔弧门面板整体铣削加工施工工装
链接地址:https://www.777doc.com/doc-199363 .html