您好,欢迎访问三七文档
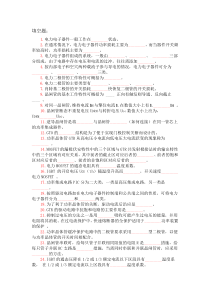
焊、二氧化碳气体保护焊、埋弧焊和氧乙炔焊的焊接工程施工及验收。1.0.3本规范不适用于施工现场组焊的锅炉、压力容器的焊接工程。2通用规定2.0.2.2焊接质检人员应由相当于中专以上文化水平,有一定的焊接经验和技术水平的人员担任。焊接质检人员应对现场焊接作业进行全面检查和控制,负责确定焊缝检测部位,评定焊接质量,签发检查文件,参与焊接技术措施的审定。2.0.2.3无损探伤人员应由国家授权的专业考核机构考核合格的人员担任,并应按考核合格项目及权限,从事焊接检测和审核工作。无损探伤人员应根据焊接质检人员确定的受检部位进行检验,评定焊缝质量,签发检验报告,对外观不符合检验要求的焊缝应拒绝检验。2.0.3施工单位应具备下列条件:2.0.3.1施工单位应建立焊接质量管体系,并应有符合第2.0.2条规定的焊接技术人员、焊接质检人员、无损探伤人员、焊工和焊接热处理人员。4焊接工艺评定4.3试验与评定4.3.1评定试件的检验、试验项目应为外观检查、射线照相检验和力学性能试验。4.3.2外观检查及射线照相检验,焊缝质量不应低于本规范表11.3.2中的II级标准。4.3.1条说明:规定了艺评定试件的检验项目,国外标准如美国机械工程师协会标准ASME—IX,日本工业标准JIS—Z3040标准中均未规定对工艺评定试件进行外观检验和射线照相检验,但考虑到外观检验和射线照相检验能够发现试件焊缝外部和内部的缺陷,从缺陷的性质可以分析产生缺陷的工艺因素,因此对工艺评定一定意义,同时根据射线照相检验结果,在截限试样时可避开影响力学性能试验区的内在缺陷。所以规定了试件需作外观检验和射线照相检验,这一规定与国家现行标准《钢制压力容器焊接工艺评定》JB4708是一致的。4.3.2条说明:对试件焊缝的外观检验和射线照相检验质量提出要求,在试验条件下能否焊接出外部和内部质量符合要求的焊缝,是评价一个焊接工艺正确与否的必须条件。5焊工考试5.1一般规定5.1.3企业焊工考试委员会的组成中应有焊接工程师、射线照相检验人员和焊接技师。5.1.4企业焊工考试委员会应具有相应的焊接设备、场地、试件及试样加工设备、试验及检测手段。5.1.12.1连续6个月以上中断焊接作业的焊工,当能满足下述规定之一时,可重新担任原合格项目的焊接作业。(1)重新进行该项目的操作技能考试合格;(2)现场焊接相应项目长度不得小于300mm的板状对接焊缝,或焊接相应项目的管状对接焊缝,且不得少于1个焊口,周长不得小于360mm,经射线照相检验全部合格。5.1.12.2焊工在合格项目的有效期内,焊接一次合格率以射线照相检验的底片张数统计时累计在90%以上;或超声波检验的一次合格率以焊缝延长米统计时累计在99%以上,可延长该合格项目的3处有效期。5.3考试试件评定5.3.1考试试件的检验项目应符合下列规定:5.3.1.1板状及管状坡口对接焊缝试件,应进行外观检测、射线照相检验,对于直径小于或等于76mm的管状坡口对接焊缝试件也可采用断口检验;5.3.1.2管板全焊透角焊缝试件应进行外观检验和断面宏观金相检验;其余角焊缝试件应进行外观检验。5.3.2板状试件距两端各20mm的焊缝不应作为考试试件评定的范围。5.3.1条说明:本条规定了各种试件的检验项目,由于焊工考试的目的是评定焊工焊制合格焊缝的能力,一般情况下,外观检验与射线照相检验是评定焊缝合格与否的主要方法,因此本条规定在无特殊要求的情况下,对接焊缝试件只做外观与射线照相检验,取消了原规范中弯曲性能试验,弯曲性能检验主要是检查焊缝的塑性,它是由工艺评定来保证的。此规定是依据美国机械工程师协会标准ASME—IX—QW142修订的。5.3.2条说明:在起弧和收弧外产生的焊接缺陷下能反映焊工正常的技能因素,故规定板状试件距两端20mm的焊缝不作为考试试件评定的范围。5.3.4考试试件评定合格指标应符合下列规定:5.3.4.1板状及管状坡口对接焊缝试件的外观检验及射线照相检验的质量不应低于本规范表11.3.2中的II级。11焊接检验11.2.5对规定进行层间无损检测的焊缝,无损检验应在外观检查合格后进行,表面无损检验应在射线照相检验及超声波检验前进行,经检验的焊缝在评定合格后方可继续进行焊接。11.2.8焊接双面焊件时应清理并检查焊缝根部的背面,消除缺陷后方右施焊背面焊缝。规定清根的焊缝,应在清根后进行外观检查及规定的无损检测,消除缺陷后方可施焊。11.3焊接后检查11.3.1除焊接作业指导书有特殊要求的焊缝外,焊缝应在焊完后立即去除渣皮、飞溅物,清理干净焊缝表面,然后进行焊缝外观检查。11.3.1条说明:焊接作业指导书有特殊要求的焊缝,是指要求焊后减低冷却速度缓冷的焊缝。焊工在焊缝完成后不去除药皮进行表面外观检查,甚至在交工工程的焊缝上仍有药皮保留是经常发生的。这样就失去了发现焊缝缺陷的最好的机会,为了纠正这一劣习,这是规定应在焊完后立即去除渣皮、飞溅,清理干净焊缝表面,然后进行焊缝外观检查。11.3.2焊缝质量应按表11.3.2的规定进行分级。11.3.3焊缝外观质量应符合下列规定:11.3.3.1设计文件规定焊缝系数为1的焊缝或规定进行100%射线照相检验或超声波检验的焊缝,其外观质量不得低于本规范表11.3.2中II级。11.3.3.2设计文件规定进行局部射线照相检验或超声波检验的焊缝,其外观质量不得低于本规范表11.3.2中的III级。11.3.3.3不要求进行无损检验的焊缝,其外观质量不得低于本规范表11.3.2中的IV级。11.3.2条说明:在这次修编中,为了与现行国家标准《焊接质量保证》GB/T12467-12469-90保持一致,将焊缝分级改为焊缝质量分级。焊接质量分为I、II、III、IV四个等级。其中I级要求最严,焊缝质量要求最高,II、III、IV级要求逐级放宽,焊缝质量标准逐级递减。对焊缝表面的质量及内部的质量要求进行分级(见本规范表11.3.2)。就是不管焊缝在什么工程中作用,也不管焊缝是在什么条件下工作,只要质量要求是相同的,对缺陷的限制是相同的,它们就为同一等级的焊缝。11.3.3.1条说明:设计规定焊缝系数为1的焊缝以及规定全部进行射线检测或超声检测的焊缝其表面外观检查质量不得低于本规范表11.3.2中的II级;这是按焊缝系数及检测方法判定焊缝质量重要性而规定的表面外观检查的最低质量要求。11.3.3.2条说明:规定必须进行局部射线检测或超声检测的焊缝,外观检验质量不得低于本规范表11.3.2中的III级,这是根据选定无损检测方法和数量及焊缝在工程结构中的位置判定焊缝重要性而规定的表面外观检查的最低质量要求。11.3.3.3条说明:本款提出了解焊接工程中最低质量要求的焊缝表面外观检查质量标准。这样不仅能有效的控制焊接工程质量,并对焊接工程质量总体水平的提高也将有良好作用。11.3.4焊缝的表面无损检验应符合下列规定:11.3.4.1对规定进行表面无损检验的焊缝,其检验方法、检验数量及质量应符合设计文件和相关标准的规定。11.3.4.2当规定进行表面无损检验有再热裂纹倾向的焊缝,其表面无损检验应在焊后及热处理后各进行一次。11.3.4条说明:本条对焊缝表面检测作了规定。11.3.4.1条说明:焊缝表面无损检测方法及合格标准,目前尚难以做出统一的规定。只能由设计及相关标准,根据具体工程及焊缝质量的需要做出规定。11.3.4.2条说明:有再热裂纹倾向的金属,有可能在热处理时出现新的裂纹,所以宜在焊后及热处理后各进行一次表面无损检测。焊缝质量分级标准检验项目缺陷名称质量分级IIIIIIIV焊缝外观质量裂纹不允许表面气孔不允许每50mm焊缝长度内允许直径≤0.3δ,且≤2mm的气孔2个孔间距≥6倍孔径每50mm焊缝长度内允许直径≤0.4δ,且≤3mm的气孔2个孔间距≥6倍孔径表面夹渣不允许深≤0.1δ长≤0.3δ,且≤10mm深≤0.2δ长≤0.5δ,且≤20mm咬边不允许≤0.05δ,且≤0.5mm连续长度≤10mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1δ,且≤1mm长度不限未焊透不允许不加垫单面焊允许值≤0.15δ,且≤1.5mm缺陷总长在6δ焊缝长度内不超过δ≤0.2δ,且≤2.0mm每100mm焊缝内缺陷总长≤25mm焊缝外观质量根部收缩不允许≤0.2+0.02δ且≤0.5mm≤0.3+0.05δ且≤1mm≤0.2+0.04δ且≤2mm长度不限角焊缝厚度不足不允许≤0.3+0.05δ且≤1mm每100mm焊缝长度内缺陷总长度≤25mm≤0.3+0.05δ且≤2mm每100mm焊缝长度内缺陷总长度≤25mm角焊缝焊脚不对称差值≤1+0.1a≤2+0.15a≤2+0.2a余高≤1+0.10b,且最大为3mm≤1+0.2b,且最大为5mm检验项目缺陷名称质量分级IIIIIIIV对接焊缝内部质量射线照相检验碳素钢和合金钢GB3323的I级GB3323的II级GB3323的III级不要求铝及铝合金附录E的I级附录E的II级附录E的III级铜及铜合金GB3323的I级GB3323的II级GB3323的III级工业纯钛附录F的合格级不要求镍及镍合格GB3323的I级GB3323的II级GB3323的III级不要求超声波检验GB11345的I级GB11345的II级不要求注:①当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。②角焊缝脚不对称在特定条件下要求平缓过渡时,不受本规定限制(如搭接或不等厚板的对接和角接组合焊缝)。③除注明角焊缝缺陷外,其余均为对接、角焊缝通用。④表中a—设计焊缝厚度;b—焊缝宽度;δ—母材厚度。11.3.5焊缝的射线照相检验及超声波检验应符合下列规定:11.3.5.1碳素钢和合金钢焊缝的射线照相检验应符合现行国家标准《钢熔化焊对接接头射线照相和质量分级》GB3323的规定;超声波检验应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》GB11345的规定;11.3.5.2铝及铝合金焊缝的射线照相检验应符合本规范附录E的规定。11.3.5.3铜及铜合金焊缝的射线照相检验应符合现行国家标准《钢熔化焊对接接头射线照相和质量分级》GB3323规定。象质计的材料应选用铜丝,底片黑度应为1.2-3.5;11.3.5.4工业纯钛焊缝的射线照相检验应符合本规范附录F规定;11.3.5.5镍及镍合金焊缝的射线照相检验应符合现行国家标准《钢熔化焊对接接头射线照相和质量分级》GB3323规定;11.3.5.6焊缝的射线照相检验、超声波检验的数量应符合设计文件和相关标准的规定;11.3.5.7设计文件规定焊缝系数为1的焊缝、规定进行100%射线照相检验或超声检验的焊缝,其质量不应低于本规范表11.3.2的中II级。11.3.5.8规定进行局部射线照相检验或超声波检验的焊缝,其质量不应低于规范表11.3.2中的III级;11.3.5条说明:本条对焊缝射线照相检验及超声检验做了规定。11.3.5.7条说明:设计规定焊缝系数1的焊缝,应进行全部射线检验或超声检测的焊缝,其合格标准不得低于本规范表11.3.2中的II级,这是根据设计因素判定焊缝重要性而对其内部质量检测方法及合格标准做出的最低要求。11.3.6对焊缝无损检验时发现的不允许缺陷,应消除后进行补焊,并对补焊处用原规定的方法进行检验,直至合格。对规定进行局部无损检验的焊缝,当发现不允许缺陷时,应进一步用原规定的方法进行扩大检验,扩大检验的数量应执行设计文件及相关标准。11.3.7规定进行局部射线照相检验或超声波检验的焊缝,其检验位置应由质检人员指定。11.3.8射线照相检验或超声波检验应在被检验的焊缝覆盖前或影响检验作业的工序前进行。11.3.9当必须在焊缝上开孔或开孔补强时,应对开孔直径1.5倍或开孔补强直径范围内的焊缝进行无损检验,确认焊缝合格后,方可进行开孔。补强板覆盖的焊缝应磨平。11.3.10设计文件没有规定进行射线照相检验或超声波检验的焊缝,质检人员应对全部焊缝的可见部位进行外观检查,其质量应符合本规范表11.3.2中的IV级,当质
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 fy无尽的思念
fy无尽的思念
本文标题:焊接工程施工及验收
链接地址:https://www.777doc.com/doc-200433 .html