您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 莱必泰3MZ1310D外圈外径磨床说明书
1、RABBIT®3MZ1310D全自动外圈外球面磨床使用说明书加工范围:外径50—100mm上海莱必泰数控机床股份有限公司-1-目录序号内容00.注意事项01.机床用途及主要规格参数02.机床的主要特点03.传动系统和自动工作循环04.机床主要部件和结构05.机床的液压和气动系统06.机床的吊运与安装07.机床的操作和调整08.机床的保养维护09.技术安全须知10.机床开动须知11.砂轮的维护及平衡12.易损件工装明细表13.装箱单14.附图00.注意事项:-2-00.01机床使用电源为三相60HZ,200V,请核对电源,不可接错。00.02机床在吊运安装时,应按本说明书中“机床的吊运和安装”的要求,认真做到。00.03在使用机床前,请仔细阅读本使用说明书,了解和熟悉本机床的机械、电气和液压系统。掌握机床的操作要领,以达到正确使用本机床的目的。00.04开箱后,请核对所附备件是否齐全,检查机床在运输中是否有损坏。00.05在进行机床调整前,请仔细检查机床封箱压板是否全部拆下以免发生事故。00.06砂轮旋转时,请勿打开机床防护罩。01.机床用途及主要规格参数01.01机床用途本机床是。
2、高精度全自动外圈球面磨床,主要用于磨削外圈球面。机床可作单机或列入生产短线使用,适用于大批量生产。01.02机床的主要规格参数01.02.01加工范围工件内径50—100mm01.02.02砂轮参数砂轮尺寸510×厚度×305mm砂轮厚度20mm砂轮线速度60m/s01.02.03工件转速450—1700r/min,变速调速01.02.04工件拖板最大行程70mm01.02.05修整拖板最大行程70mm01.02.07加工中心高度1190mm(地面起)01.02.08电机型号/功率/转速砂轮电机M2QA132M4A7.5Kw1500r/min工件电机QABP90L4A1.5Kw1500r/min油泵电机1.5Kw1500r/min-3-01.02.10液压系统压力1.4—1.8MPa01.02.11液压泵流量10L/min01.02.12气源气压≥0.35MPa01.02.13机床总功率16kw01.02.14机床电源200V01.02.15机床净重3000kg01.02.16外形尺寸(长×宽×高)2475×2040×2260mm02.机床的主要特点02.01本机床系全自动磨削。
3、,有完善的电气、液压、气动控制系统和连锁保护装置。有手动、半自动和全自动三种工作方式。在手动位置时,机床各部件都可以在机床电气操作面板上单独进行操作,操作简单、方便。02.02采用无心磨床布局,砂轮架固定、工件拖板进给的方式,刚性好,观察清晰、操作安全。02.03工件主轴由交流电机驱动,在转速范围内可作无级调速,调速方便。02.04采用砂轮最大线速度为60m/s的高速磨削,高压大流量冷却系统可获得很高的生产效率。02.05采用双伺服电机驱动滚珠丝杠,由丝杠副分别带动工件拖板和修整拖板。拖板导轨采用“X”型交叉滚柱导轨,磨擦力小,承载能力强,刚性好,灵敏度高,从而保证有较高的磨削精度。02.06采用电磁无心夹具,支外径磨外径工艺,可获得很高的加工精度。02.07采用回转盘与双臂机械手上下料机构,工作稳定可靠、效率高。02.08砂轮修整器采用单点圆弧修整器。02.09机床可配置动平衡装置。02.10机床装有主动测量装置,可严格地控制工件磨削外径尺寸。02.11机床采用整机全封闭罩壳,外形美观,操作安全。-4-03.机床的工作循环方式机床的工作循环方式有自适应磨削工作循环、定程磨削工作循环及。
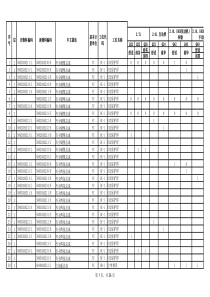
4、新砂轮自动修整循环。轴承配件明细见表3-1:序号轴承名称规格型号数量使用位置1轴承7010CDT/P42工件轴2轴承7008CDT/P42工件轴3轴承BST25×62IBDP44进给4轴承7207AC/P44圆弧修整器5轴承61916/2RS2上下料6轴承6008/2RS6上下料7轴承6202-ZZ2上下料8直线运动球轴承20×32×426机械手9直线运动球轴承12×22×322机械手10深沟球轴承6001-2RS2链回转表3-1轴承配件明细表04.机床的主要部件和结构04.01砂轮架砂轮架位于床身中部,砂轮架体直接固定在床身上。砂轮架部上中间孔内装有砂轮主轴总成。(见图“砂轮主轴总成”)砂轮电机经皮带轮、多楔带驱动砂轮主轴转动,使砂轮运转。主轴为动静压轴,由专门的动静压油箱用于主轴的浮起。砂轮主轴与砂轮夹盘以1:5锥体相结合,用螺母并紧,根据用户的定货情况可在夹盘前装动平衡头。在砂轮夹盘外端面楔形槽中装有平衡块,以此来作砂轮静平衡。-5-砂轮主轴系统为单独部件,如需要能方便地调换整套系统。04.02工件架及无心夹具工件架部分安装在机床左上方,左侧为机械手,右侧为工件箱。工件箱上方装有。
5、工件轴用电机及其支架,用于驱动工件轴及调整皮带张紧力。工件架下方有两块过渡板,分别用于调整工件架前后位置及旋转角度,可调整量分别是10mm和±3°。工件箱前部装有主动测量部分,过渡板下部装有一副横向(砂轮径向)燕尾拖板,调整该拖板可以手动磨削工件,同时可以根据工件外径的变化进行调换。工件箱中间孔内装有工件轴总成。(见图“工件主轴总成结构图”)工件主轴依靠前后各两套角接触球轴承支承在轴承套筒内,前端装有提供端面磁力的上磁线圈。工件主轴总成为单独部件,如需要能方便地调换整套总成。主轴两端的轴承为高精度轴承,维修拆卸与装配时请倍加小心。注意:机床所有燕尾导轨的间隙在出厂前已调好。移动导轨时请松开中间的锁紧螺钉,不宜松开调燕尾间隙的其他螺钉04.03机械手(见图“机械手结构图”)本机床机械手用以完成机床的上下料动作。采用双臂式,两臂同时完成上下料动作,动作紧凑、柔和、效率高。两机械手臂分别固定在两根花键轴上,两根花键轴后端均装有一套深沟球轴承。通过轴承与连接板连在一起,而连接板与其后的机械手伸缩油缸固定成一体,通过油缸的驱动完成机械手的伸缩动作。机械手的花键轴装有齿轮套内,齿轮套前后各依一套轴。
6、承支承在机械手箱体内,与两齿轮套齿轮部分啮合为一齿条。齿条与其后的机械手摆动油缸活塞相连,依靠活塞的前后移动完成机械手的摆动动作。为提高机械手摆动油缸活塞杆的强度,在齿条下装有一套直线运动球轴承及导向杆,同时通过油缸下的垫板上下摆动可以调节齿条、齿轮齿部啮合-6-间隙。机械手部分的两个油缸分别由两个电磁换向阀控制,同时依靠换向阀下的双联单向节流阀分别调整各动作速度。机械手摆动缸分别依靠后端盖和机械手箱体上的缓冲阀来调节其前后缓冲。04.04进给机构(见图“进给机构结构图”)本机床的进给机构用以完成工件磨削时进给及砂轮修整后的补偿。进给机构由工件上下拖板、修整上下拖板及其中间的V型钢导轨与十字交叉排列的圆柱滚子;同时包括动力传动部分:伺服电机、联轴器、滚珠丝杠副等组成。工件下拖板与修整下拖板固定在床身台面上,伺服电机分别通过弹性联轴节与滚珠丝杠相连。工件上拖板与修整上拖板下各装一滚珠丝杠螺母,伺服电机驱动滚珠丝杠转动,分别驱动两个丝杠螺母带动上拖板完成进给补偿动作。在工件上拖板与修整上拖板前后两侧分别装有润滑用压滤油杯,用于V型交叉滚柱钢导轨,滚珠丝杆由南京贝齐尔的润滑泵供给润滑油。在上。
7、拖板上装有一对V型钢导轨施加预紧力的调整螺钉。该预紧力出厂前已调好,切勿任意拆卸、调整。工件上拖板的后侧面上装有调整进给前后极限的撞头螺钉及限位开关,出厂时该撞头螺钉顶上活动撞块以防止运输过程中上下拖板相互滑移。调试前应先将该撞头螺钉调至前后极限位。04.05圆弧修整器(见图“金刚滚轮修整器结构图”)机床修整器用以修整砂轮截面形状至工件要求。本机床修整器采用圆弧修整器结构,回转轴由两组角接触球轴承分别支承,保证良好的刚性;回转轴的传动链为伺服电机→联轴器→蜗轮蜗杆减速器→联轴器→回转轴。回转为伺服电机驱动,可精确定位。04.06主动测量结构主动测量仪通过测量仪支架、连接块与导轨支座固定在一体,导轨支-7-座依靠一根支承导轨及其上的四套直线运动球轴承支承。中间装气缸,依靠气缸的驱动完成仪器进出动作,测爪收张依靠其上所附带的两个小气缸来完成。05.机床的液压和气动系统05.01机床的液压系统05.01.01本机床液压系统采用日本不二越分离油箱。05.01.02液压系统实现的动作(见图“液压系统原理图”)①上料盘回转②机械手摆动③机械手臂前后伸缩机床以上每个动作由一油缸来实现,每一油缸分别由。
8、一换向阀及其下安装的双联单向节流阀控制换向和动作速度。所有这些阀及其相连的集成阀板装在电气箱下面的阀箱内,由供给压力油的液压站直接供油。该液压系统调整维修方便、直观,同时由于各种阀距油缸近,所以动作响应快、外形美观。油箱与床身分开使得油温不至于影响机床精度。启动油泵电机后,油泵YBD-6.3运转,输出压力油。调节液压箱上的溢流阀,使系统压力调至1.4~1.8MPa。压力值由压力表显示。05.01.03注意事项:本机床液压系统内部各个环节,在出厂时均已调整好。如气候等条件的变化而产生动作不正常、速度不均等现象,用户可以按规定再进行调整。05.01.04主关键液压元件明细表(见表5-1)序号元件名称规格型号数量生产厂商1液压箱3MZ1310D1NACHI表5-1主关键液压元件明细表05.02机床的气动系统05.02.01机床的气动元件主要布置在床身的左侧面,主要用于完成测量、自动门锁等机床辅助动作。05.02.02气动系统控制的动作(见图“气动系统原理图”)-8-①测量②测爪机床以上动作均由一气缸完成,而每一气缸均由一电控换向阀控制。两个电控换向阀并列安排在统一的汇流板上,其中控制主动测量。
9、、由单向节流阀进行单方向调速。气动系统除去以上几个动作以外,利用同一气源分出一路用于气隔离。该气隔离用以对修整器、砂轮轴的密封,通过减压阀调节气隔离气体压力。05.02.03主关键气动元件明细表(见表5-2)序号元件名称规格型号数量生产厂商1释放式截流阀VHS4000-041SMC2三联件AC4000-041SMC3压力控制器DP2-222松下4成组汇流板SS5Y7-20-022SMC5电控换向阀SY7220-5GD-021SMC6电控换向阀SY7120-5GD-021SMC7单向节流阀AS22012SMC8气缸CM2B25-751SMC表5-2主关键气动元件明细表06.机床的吊运与安装机床拆箱时应十分小心,开箱后应随即检查装箱文件和机床外表面,根据装箱单清点随机设备及附件。06.01机床的吊运-9-机床在吊运时不得撞击,机床各运动部件应固定牢靠。要特别注意机床的凸出部分和精密部分,不要在吊运过程中受到损坏。机床床身下部有两起重孔,可贯穿铁棒起吊。机床起吊时,机床下部和顶部必要时应加垫木块,以免损坏机床表面油漆。06.02机床的安装机床安装地点应不受灰沙和水分的侵袭,不能安装在靠近产生。
10、高温或能引起地基振动的机器附近。机床安装地基一般应为500mm—800mm厚的混凝土结构。加工精密级产品时,地基应加隔振槽。机床安装时,可采用棒铁调整,并用水平仪仔细查找水平。水平仪放在工件拖板上,安装纵向和横向水平要求0.02/1000。在开动机床前至少应使它干燥三天以上,以便使电机的线圈和导线绝缘能力正常。必须注意:a.机床在装箱时,已把工件拖板和修整拖板都用螺钉固定,在安装好机床后,应拆去方可开动机床。b.在机床接地后方可接通电源,在开动机床前先将机床外部擦干净,检查各润滑部位并按要求注油,检查各电机回转方向是否正确,并检查机床各部分机构是否正常,然后方能调整机床,进行磨削。07.机床的调整和操作在操作调整机床前,操作者首先应细看说明书机械部分和电气部分说明,并对照机床实物进行熟悉和详细了解机床。只有对机床各个部件的结构、性能、对各电磁阀、行程开关和操作面板上各个按钮、指示灯的作用以及机床自动工作循环有了清楚的了解之后,方可动手操作、调试机床。07.01机床开启前准备工作07.01.01机床开动前必须按“技术安全须知”、“机床开动须知”做好各项准备工作。参考“工件架及无心夹具”、“。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 悟空2
悟空2
本文标题:莱必泰3MZ1310D外圈外径磨床说明书
链接地址:https://www.777doc.com/doc-2020452 .html