您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 调整振动参数对圆连铸坯表面质量的影响
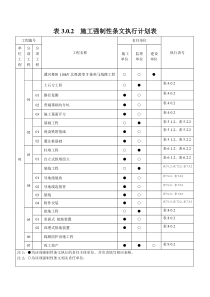
-1-调整振动参数对圆连铸坯表面质量的影响杨文明胡茂会贾宁波王奕琦0前言攀成钢70吨电炉3流圆坯连铸机振动系统为机械式四连杆机构,振幅大、频率低、负滑脱率小,振动偏振严重且无法在线调整振幅或偏斜率,生产的铸坯表面质量差,特别是生产包晶钢,铸坯表面容易产生横裂纹,本文通过调整振动参数试验,改善了铸坯表面质量,明显降低包晶钢产生横裂纹程度。1、试验概况2013年4月22日至5月5日,在70吨电炉炼钢厂三流圆坯连铸机上进行了调整振动参数的试验,试验分两部分进行。第1轮进行调整负滑脱率试验,主要在Φ350mm规格上进行,试验炉数8炉,其中1炉BNS,7炉L360QCS,每炉的第2流调整振动负滑脱率,1、3流振动参数不变作为对比流;第二轮试验小振幅,试验在第1流进行,2、3流振动参数不变作为对比流,试验规格Φ200、Φ220、Φ310mm、Φ350mm,同时在Φ350mm规格的同一炉第2、3流调整负滑脱率。试验炉数74炉,其中Φ200mm规格7炉,L245NSPSL2(VD)4炉、30CrMo(P110)3炉;Φ220mm规格13炉,20钢4炉、L360QCS9炉;Φ310mm规格6炉,27Mn、27MnCr、20钢各2炉;Φ350mm规格48炉,L360QSPSL2钢32炉、B\20钢12炉、Gr.6钢4炉。2、调整负滑脱率试验情况该试验主要是在Φ350规格,包晶钢上进行,跟踪了两个浇次共3炉钢,每炉第2流为试验流即负滑脱率由30%调整为40%,第1、3流为对比流负滑脱率为30%,其它振动参数未变,选取了7支铸坯到金堂公司进行了酸洗(第2流3支,1、3流共4支),酸洗坯炉号连铸工艺情况见表1。2.1酸洗坯炉连铸工艺参数表1:连铸工艺情况炉号规格钢种中间包温度范围℃拉速(m/min)1231381671350BNSPSL21551-15630.450.450.451381709350L360QSPSL21544-15490.530.520.53-2-1381671炉中间包温度为1551-1663℃,因温度偏高,拉速较慢,该炉拉速控制在0.45-0.47m/min之间,其它两炉连铸工艺正常。2.2铸坯表面振痕长度、宽度等参数计算值与实际测量值比较2.2.1振动频率计算值与实际测量值比较对酸洗的3炉7个流次的振动频率进行了实测,实测值与计算值[1]结果见表2。表2振动频率、振痕间距值由表2可以看出,振动频率实际测量值与计算值一致,负滑脱率调整后振痕宽度、振痕深度有一定减小。2.2.2铸坯表面振痕间距实际值与计算值比较见表3。表3振痕间距实际值与计算值比较钢种振幅负滑脱率计算值实际偏差幅度BNS430%12.310~15-18.6~22.0440%11.48~12-29.8~5.3L360QS430%12.310~18-18.7~46.3440%11.48~14-29.8~22.8由表3看,同一支铸坯上实际测量的振痕间距在计算值附近波动,但实际值跳跃性大,偏差幅度大(偏差幅度=(实际值-计算值)/计算值*100%),最大负偏差和最大正偏差分别达到29.8和46.3%。在查看酸洗坯时发现振痕紊乱、振痕弯曲不一、同一圆周的振痕圈上振痕宽度不一样。1381710350L360QSPSL21546-15500.530.520.53炉号-流号规格钢种负滑脱率振幅拉速频率计算值实测频率单个振痕宽度振痕深度单个振峰长度10个周期振痕间距1381671-2350BNS40%40.4539.4392.0-3.00.6-1.06~9105~1111381671-135030%40.4537.6372.0-3.01.0-1.58~11115~1251381671-335030%40.4537.6372.0-4.01.0-1.58~13119~1281381709-2350L360QS40%40.5245.5461.5-4.00.8-1.18~13110~1201381710-235040%40.5245.5461.5-3.00.8-1.16~11118~1251381709-335030%40.5343.0432.5-5.01.0-1.58~14120~1401381710-335030%40.5343.0432.0-3.01.0-1.58~15118~140-3-2.3铸坯酸洗后表面横向微裂纹情况见表4。表4铸坯酸洗后表面横向微裂纹对比炉号-流号规格钢种负滑脱率振幅mm最大裂纹长度mm最小裂纹长度mm每支铸坯裂纹条数(条)1381671-2350BNS40%410551381671-135030%49661381671-335030%410561381709-2350L360QS40%48571381710-235040%49581381709-335030%410661381710-335030%410510经过酸洗的7支铸坯,铸坯表面均发现了横向微裂纹缺陷,裂纹长度5-10mm,深度2-3mm,裂纹均发生在圆周内弧及接近内弧的两侧,每支铸坯上的裂纹约有5-10条,对比流与试验流裂纹情况无明显区别,但与去年4月和10月70吨电炉发生大批量横向微裂纹(长度10-40mm,深度5-8mm,每支铸坯裂纹25条以上,有的铸坯密密麻麻全是横裂纹约上百条)相比,裂纹的长度、深度和密集度均大大降低。3、调整振幅试验情况调整振幅在Φ200、Φ220、Φ310、Φ350mm规格上进行试验,Φ200、Φ220、Φ310mm规格第1流振幅调整为3mm、负滑脱率30%,第2、3流振幅4mm,负滑脱率30%;Φ350mm规格第1流振幅调整为3mm、负滑脱率30%,第2、3流振幅4mm,负滑脱率调整为40%。试验跟踪5炉(Φ220mm规格2炉、Φ310mm规格1炉、Φ350mm规格2炉),对跟踪的2炉Φ350mm规格选取5支铸坯进行了酸洗(试验流2支对比流3支)。3.1跟踪炉次连铸工艺参数如表4。表4跟踪炉次连铸工艺参数炉号规格钢种温度1流拉速2拉速3拉速1381728220L360QSPSL21547-15541.311.281.311381729220L360QSPSL21540-15491.331.301.33138173531027MnCr1529-15430.640.630.641381749350L360QSPSL21549-15550.500.500.511381750350L360QSPSL21543-15500.520.510.52从表4可见,试验炉次中间包温度满足操作要点要求,拉速适中。-4-3.2铸坯表面振痕长度、宽度实际测量值见表5,铸坯表面振痕间距实际值与计算值[1]比较见表6。表5跟踪炉次铸坯表面振痕间距、振痕深度等实际测量值规格炉号-流号钢种负滑脱率振幅单个振痕宽度振痕深度单个振峰长度10个周期振痕间距2201381728-1L360QSPSL230%31.0~1.50.4~0.97~892~981381729-1L360QSPSL230%31.0~1.50.4~0.97~889~941381728-2L360QSPSL230%41.0~1.50.8-1.59~11105~1151381729-2L360QSPSL230%41.0~1.50.8-1.59~12118~1223101381735-127MnCr30%31.0~1.50.8~1.37~889~921381735-327MnCr30%41.5~2.51.0-1.510~12120~1253501381750-1L360QSPSL230%31~30.5-1.07~1198~1091381749-1L360QCS30%31.5~2.50.8~1.37~890~941381750-3L360QSPSL230%42.0~3.01.0-1.58~15118~1401381749-2L360QCS40%42.0~3.50.9~1.57~1090~1201381750-3L360QCS40%42.0~3.50.9~1.58~10100~115表6铸坯表面振痕间距实际值与计算值比较规格钢种负滑脱率振幅拉速频率计算值实际值偏差幅度220L360QSPSL230%31.31141.99.28.0-9.5-13.0~3.230%41.31106.412.310.0-13.5-18.7~9.731027MnCr30%30.6469.39.28.0-9.5-13.0~3.230%40.645212.312.0-15.0-2.4~22.0350L360QSPSL230%30.5256.39.28.0-14.0-13.0~52.240%40.5242.312.310.0-17.0-18.7~38.2由表5、表6可见:振幅由4mm调整到3mm,振动频率明显增加,增加幅度为33%。振痕深度明显降低,由1.3mm(平均值)降低到0.8mm(平均值),降低幅度38.5%。振痕间距明显降低,由12mm左右降低到9mm左右,降低幅度25.0%。Φ220mm规格及Φ310mm规格单个振痕间距的实际测量值在计算值附近波动,最大正、负偏差幅度分别为-18.7~9.7%、-13.0~22.0%。而Φ350mm规格最大正、负偏差幅度达到-18.7~52.2%。-5-3.3铸坯表面检查结果由于Φ220mm、Φ310mm规格没有发现过横裂纹,所以没有安排酸洗,铸坯表面无可见的裂纹、凹坑等缺陷。酸洗的5支Φ350mm铸坯,试验流2支,对比流3支铸坯表面均发现了横裂纹缺陷,试验流第1流与对比流第3流裂纹长度和深度差不多,但第1流裂纹只有3-5条,对比流5-10条,对比流第2流还发现了3处长度达25mm长的横裂纹,详细检查结果见表7。表7调整振幅和负滑脱率后Φ350mmL360QS铸坯表面检查结果炉号-流号规格钢种负滑脱率振幅最大裂纹长度最小裂纹长度每支铸坯裂纹条数(条)1381750-1350L360QS30%39331381749-1350L360QS30%38451381750-3350L360QS40%410581381749-2350L360QS40%425591381750-3350L360QS40%495104、试验的Φ350mm规格L360QS在340轧制成材率比较表8Φ350mm规格L360QS在340轧制成材率统计结果炉号轧制规格壁厚投料t包装量t钢质废品量t品种成材率%钢质废品率%振动参数1381709-138171535615-26485.323453.513093.4460第2流负滑脱40%,第1、3流负滑脱30%,振幅均4mm13817493561514.45813.424092.8480第1流负滑脱30%,振幅3mm,第2、3流负滑脱40%,振幅4mm1381750-138175435614.6379.318328.34112.94386.5613.4121381755等39炉35611.71515.8341348.68176.41888.9735.041由表8可以看出:第1轮试验即1381709-1381715炉(振动参数为第2流负滑脱率40%,第1、3流负滑脱率30%,振幅均为4mm)轧制壁厚15-26mm的钢管,品种成材率93.45%。第2轮试验(即振动参数为第1流负滑脱率30%,振幅3mm,第2、3流负滑脱率40%,振幅4mm)投料1909.61t,包装量1690.45t,品种成材率为88.52%,包括3个壁厚的钢管,由上表看,壁厚越薄钢质废品率越高。-6-5、第2轮试验与今年2月生产的L360QS轧制356*11.7mm的成材率比较表9第2轮试验与今年2月份生产的L360QS轧制356*11.7mm规格的成材率比较外径/mm壁厚/mm投料/t包装/t成材率/%钢质废/t钢质废比例/%2月设备检修前35611.71589.341245.3878.36235.46114.822月设备检修后35611.7264.019247.57293.7700小计1853.3591492.95280.55235.4611
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 doudychan
doudychan
本文标题:调整振动参数对圆连铸坯表面质量的影响
链接地址:https://www.777doc.com/doc-2033064 .html