您好,欢迎访问三七文档
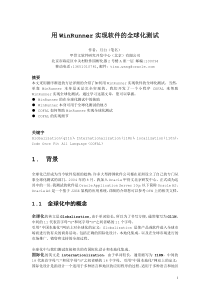
当前位置:首页 > 建筑/环境 > 给排水/暖通与智能化 > 聚乙烯电熔焊接工艺评定报告和作业指导书-13510
聚乙烯焊接工艺评定报告-电熔焊接评定单位:宜昌富连江复合材料有限公司工艺评定编号:20130408试件名称及编号PE100电熔承插焊连接件规格系列Dn90×5.2SDR17.6检验标准TSGD2002-2006检验试验单位送样数量3件送样日期20130408管道元件制造单位原材料管材牌号:YGH041T等级:PE100生产厂家:中石化管件牌号:YGH041T等级:PE100生产厂家:中石化焊工姓名及编号焊机型号无锡胜达焊接设备有限公司DH-II型电熔焊机焊接日期20130407焊接工艺焊接电压(V)焊接时间(s)冷却时间(s)环境温度(℃)39.513090015检测项目外观电熔管件剖面检验挤压剥离拉伸剥离静液压强度试验检验结果电熔管件完整无损,无变形及变色;观察孔有少量聚乙烯顶出且不呈流淌状,焊接表面无熔融物溢出;管件与管材保持同轴;圆周的刮削痕迹符合要求。电阻丝排列整齐无涨出、裸露、错行,焊后不游离,熔接面无可见界线、无虚焊、过焊气泡等缺陷剥离脆性破坏百分比5%(小于33.3%)剥离脆性破坏百分比1%(小于33.3%)焊接处无破坏,无渗漏结论合格合格合格合格合格评定结论:PE100电熔焊接连接件外观检查合格,焊接过程合格,性能检验合格,此焊接工艺符合满足标准要求。备注:试样编号为FLJ/DRBG-01-90FLJ/DRBG-02-90FLJ/DRBG-03-90报告:审核:批准:报告日期:2013年04月25日附:检验试验单位的报告原件-15-聚乙烯焊工焊接作业指导书焊接工艺规程编号:FLJ-14-04焊工作业项目代号:EW-Z-C试件名称:PE100电熔承插焊连接件焊接工艺评定报告编号:20130408管材规格系列:Dn90×5.2SDR17.6管件规格系列:Dn90×5.2SDR11考试试件接头简图:焊机型号无锡胜达焊接设备有限公司DH-II型电熔焊机管材原材料:牌号:YGH041T等级:PE100生产厂家:中石化管件原材料:牌号:YGH041T等级:PE100生产厂家:中石化焊接顺序1焊接准备5输出接头连接9自然冷却2管材截取6焊接模式设定3焊接面清理7焊接数据输入4管材与管件承插8焊接加热板温度(℃)/测算焊接压力P2(Mpa)/焊接顺序焊接参数备注1焊接准备测量电压(39.5V)、清洁接头、检查焊机输出端尺寸与管件接线柱的符合性2管材截取管材端面应垂直轴线、误差小于5mm3焊接面清理划线标识、刮削0.1mm~0.2mm深氧化层测量电熔管件长度或者中心线,焊接的管材表面上划线4管材与管件承插管材上重新划线位置距端面为1/2管件长度、承插管材管件、同轴度小于2%需保持管件外侧边缘与标记线平齐、安装夹具不得使电熔管件承受外力5输出接头连接输出端与管件接线柱牢固连接,不得虚接输出端尺寸与接线柱尺寸不同,应使用专用转换插头6焊接模式设定自动或手动7焊接数据输入按自动或者手动方式输入数据、焊接时间90s8焊接启动焊接开关、开始计时手动模式下焊接参数应当按管件产品说明书确定9自然冷却冷却时间600s冷却过程不得向焊接件施加任何外力、冷却后拆卸夹具编制:审核:批准:注:焊接记录附后(c)电熔连接焊承插试件代号CLL1管材电熔管件管材PE管电熔焊接记录焊机型号DH-Ⅱ管材(件)厂家施焊单位焊工姓名施工日期2013年04月08日环境温度℃15焊口编号管道元件规格焊接电压(V)焊接时间(s)冷却时间(s)焊口检查FLJ/DRBG-01-90PE管Dn90*5.2SDR17.639.5130900合格FLJ/DRBG-02-90PE管Dn90*5.2SDR17.639.5130900合格FLJ/DRBG-03-90PE管Dn90*5.2SDR17.639.5130900合格施工人员:年月日技术人员:年月日评定:年月日审核年月日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 xinzhi2001
xinzhi2001
本文标题:聚乙烯电熔焊接工艺评定报告和作业指导书-13510
链接地址:https://www.777doc.com/doc-2046870 .html