您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 过程控制与自动化仪表 3
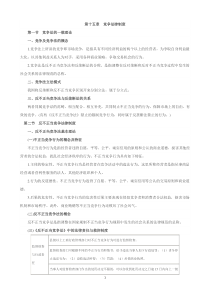
过程控制与自动化仪表·396··396·1.均热炉控制均热炉控制系统包括对均热炉温度上升速率控制和温度控制、高炉和焦炉煤气的流量控制、空气流量控制及燃烧控制、炉内压力控制、排气温度控制、均热炉加热周期的确定、同流热交换器的温度控制等。均热炉的控制系统如图6.78所示。FCPSA11FC2PSA2AC11FCPSA3311111PC1焦炉煤气高炉煤气空气烟道均热炉2O图6.78均热炉控制系统2.轧制控制轧制控制包括:(1)根据在线数据,对各钢锭计算昀佳道次规程。(2)根据热金属检测器和压力传感器信息,进行图形识别和顺序控制。自动轧制规程控制系统根据接受的定单确定初轧时间昀短的规程,它也通过适当分配总道次的压下量,选择能够提高初轧收得率的轧制规程。因此,它可以以效率为中心或以收得率为中心来确定轧制规程,进行压下补偿,压下的补偿量可根据压下规程,对不同的道次取不同的数值。3.烧成预测控制烧成预测控制是预测钢锭在均热炉内热完成的时刻,它是调度控制的基础。正确的均热完成时刻可以降低能量单耗,提高均热能力,减少成品的表面缺陷。通常,烧成预测控制系统采取零次、一次、二次三个阶段并按各自方式计算。零次预测是调度系统按编号输入炼钢车间各炉出钢预定时,根据预定出钢时刻,用线性方程式计算均热炉内钢锭的在炉时间。一次预测在钢锭装入均热炉时进行,根据钢锭从浇铸完成到装炉为止的情况及刚装完后的状况计算出炉时间。二次预测在钢锭装入均热炉后,根据精第6章过程控制系统的应用实例·397··397·确的数学模型,定时计算一次,用动态的燃料流量、炉壁温度、钢锭规格和装入量等计算温度分布、判断出炉时间。数学模型大多数采用均热炉自动燃烧控制时燃料流量的指数函数构成的数学模型。钢锭内部温度分别根据钢锭动态吸热量、钢锭吸热量,对热平衡方进行在线模型修正。其中,钢锭吸热量则根据钢锭周围的热辐射关系式确定。思考题与习题1.精馏塔控制的基本要求有哪些?2.影响精馏塔操作的干扰因素有哪些?哪些是可控的?哪些是不可控的?3.精馏塔的物料平衡和能量平衡关系是什么?4.在什么情况下采用精馏段温度控制?在什么情况下采用提馏段温度控制?5.什么是灵敏板?为什么用灵敏板温度作为被控量?6.什么是温差控制和双温差控制?各适用于什么场合?7.图6.79中精馏塔再沸器采用蒸汽进行加热,进料量为F,为保证塔底产品质量指标,要求对塔底温度进行控制,但是由于受到前面工序的影响,F经常发生波动,又不允许对其进行定值控制,在这种情况下,你认为应该采用何种控制方案较好?画出系统的结构图与框图,选择控制阀的开闭形式及控制器的正反作用。8.锅炉设备有哪几个主要控制系统?9.汽包水位的假液位现象是在什么情况下产生的?具有什么危害?10.锅炉汽包水位有哪三种控制方案?说明它们分别适用在何种场合。11.为什么采用串级控制系统实现过热蒸汽温度控制?12.简述锅炉燃烧控制系统中炉膛负压控制系统的工作原理。13.图6.80为一物料与蒸汽换热的热交换器,要求出口温度达到规定的要求。试分析下述情况下应采用何种控制较好,并画出系统的结构图和评与框图。进料F蒸汽精馏塔冷凝水采出回流蒸汽i,TFoT冷凝水物料图6.79习题7图图6.80习题13图(1)物料流量F比较稳定,而蒸汽压力波动较大。(2)蒸汽压力比较平稳,而物料流量F波动较大。(3)物料流量F比较稳定,而物料入口温度0T及蒸汽压力p波动都比较大。14.比较加热炉的三种串级控制方案的优、缺点以及它们适用的场合。过程控制与自动化仪表·398··398·15.化学反应器控制的目标和要求是什么?16.什么是化学反应速度?影响化学反应速度的因素有哪些?它们是如何影响的?17.化学反应器以温度作为控制指标的控制方案主要有哪几种形式?18.今有一放热化学反应器,如图6.81所示,由于化学反应的热效应比较大,必须考虑反应过程中的除热问题。然而该化学反应需在一定的温度下方能进行,因此,在反应前必须考虑给反应器预热。为此,给反应器配备了冷水和热水两路管线,热水是为了预热,而冷水则是为了除热。根据这些要求,给该反应器设计一合适的控制系统,画出该系统的结构图,确定控制阀的开、关形式以及控制器的正反作用。出料冷水进料热水图6.81习题18图19.生化过程的主要特点是什么?附录常用管道仪表流程图设计符号管道仪表图(PipingandInstrumentDiagram,P&ID),有时称为带控制点工艺流程图。在P&ID设计时,需要采用标准的设计符号用于表示在工艺流程图中的检测和控制系统。设计符号分为文字符号和图形符号两类。本附录对有关内容作简单介绍。1.文字符号文字符号是用英文字母表示仪表位号。仪表位号由仪表功能标志字母和仪表回路的顺序流水号组成。字母的功能标志如附表1所示。附表1字母的功能标志英文字母首位字母后续字母被测、被控或引发变量修饰词读出功能输出功能修饰词ABCDEFGHIJKLMNOPQRSTUVWXYZ分析位置或长度(尺寸)流量电压(电动势)密度电导率烧嘴、火焰手动电流功率时间、时间程序物位水分、湿度(供选用)(供选用)压力、真空数量核辐射速度、频率温度多变量黏度重力、力未分类事件、状态位置、尺寸差比率(比值)扫描变化速率瞬动积算、累计安全X轴Y轴Z轴报警(供选用)检测元件玻璃、视镜、观测指示指示灯(供选用)节流孔连续、测试点记录、DCS趋势记录多功能套管未分类未分类继电器、计算器等驱动器、执行元件阀、风门、百叶窗多功能变送、传送开关、联锁(供选用)手-自动操作器(供选用)控制(供选用)高低中(供选用)多功能未分类———————————————————————————————————————————————————————————————例如:PSV表示压力安全阀,P表示被测变量是压力,S表示具有安全功能,V表示过程控制与自动化仪表·400··400·控制阀;TT表示表示温度变送器,第一个字母T表示被测变量是温度,第二个字母T表示变送器;TS表示温度开关,第一个字母T表示温度,S表示开关;ST表示转速变送器,S表示被测变量是转速,T表示变送器。后续字母Y表示该仪表具有继电器、计算器或转换器的功能。例如,可以是一个放大器或气动继电器等,也可以是一个乘法器,或加法器,或实现前馈控制规律的函数关系等,也可以是电信号转换成气信号的电气转换器,或频率-电流转换器或其他的转换器。在P&ID中,一个控制回路可以用组合字母表示。例如,一个温度控制回路可表示为TIC,或简化为T。它表示该控制回路由TT温度变送器、TE温度检测元件、TC温度控制器、TI温度指示仪表、TY电气阀门定位器和TV气动薄膜控制阀组成。2.图形符号图形符号用于表示仪表的类型、安装位置、操作人员可否监控等功能。基本图形符号如附表2所示。附表2基本图形符号类别安装在现场,正常情况操作员不能监控分散控制共用显示共用控制计算机可编程逻辑控制器仪表安装在主操作台,正常情况操作员可监控安装在盘后或不与DCS通信安装在辅助设备,正常情况操作员可监控当后续字母是Y时,仪表的附加功能图形符号如附表3所示。信号转换是指信号类型的转换。例如,模拟信号转换成数字信号用A/D表示;电流信号转换成气信号,用I/P表示等。信号切换是对输入信号的选择。附加的功能图形符号通常标注在仪表图形符号外部的矩形框内。当仪表具有开关、联锁(S)的输出功能,或具有报警(A)功能时,应在仪表基本图形符号外标注开关、连锁或报警的条件。例如,高限(H)、低限(L)、高高限(HH)等。当仪表以分析检测(A)作为检测变量时,应在仪表基本图形符号外标注被检测的介质特性。例如,用于分析含氧量的仪表图形符号外标注O2,用于pH值检测的仪表图形符号外标注pH值等。根据规定,所有的功能标志字母均用大写字母。但本教材中,为简化,有时也将一些修饰字母用小写字母表示。例如,TdT等同于TDT,表示温差变送器。附录·401··401·附表3附加功能图形符号图形符号功能图形符号功能说明说明输入信号的代数和输入信号的均值输入信号的代数差输入信号的乘积输入信号之商输入信号的n次方根输入信号的n次幂输入信号的正比输入信号的时间积分输入信号的变化率和平均值差积分微分乘除方根指数比f(x)f(t)-kSW**/+−±knXn÷×∆n/ΣΣsd/d函数时间函数输入信号的非线性函数输入信号的时间函数上限下限输入信号上限限幅输入信号下限限幅高选低选输入信号的最大值输入信号的最小值反比输入信号的反比信号的切换信号的转换转换切换偏置加或减一个偏置值3.仪表位号仪表位号由仪表功能标志字母和仪表回路的顺序流水号组成。例如,PIC-101中PIC表示该仪表具有压力指示和控制功能,101是该仪表的控制回路编号。在P&ID中,通常,图形符号中分子部分表示该仪表具有的功能,分母部分表示该仪表的控制回路编号。在本教材中,为了简化,有时也将仪表顺序流水号标注在功能字母中,例如,P1T等同于PT-1。参考文献[1]孙优贤,邵惠鹤.工业过程控制技术[M].北京:化学工业出版社,2006.[2]邵裕森,巴筱云.过程控制系统及仪表[M].北京:机械工业出版社,2003.[3]王对青.先进控制技术及应用[M].北京:化学工业出版社,2001.[4]翁维勤,周庆海.过程控制系统及工程[M].北京:化学工业出版社,1996.[5]王再英,刘淮霞.过程控制系统与仪表[M].北京:机械工业出版社,2006.[6]王对青.工业过程控制工程[M].北京:化学工业出版社,2002.[7]林锦国.过程控制[M].南京:东南大学出版社,2006.[8]邵裕森,戴先中.过程控制工程[M].北京:机械工业出版社,2000.[9]蒋慰孙,俞金寿.过程控制工程[M].北京:中国石化出版社,2004.[10]王爱广,王琦.过程控制技术[M].北京:化学工业出版社,2005.[11]王桂增,王诗宓.高等过程控制[M].北京:清华大学出版社,2002.[12]居滋培.过程控制系统及应用[M].北京:机械工业出版社,2005.[13]俞金寿.过程控制系统和应用[M].北京:机械工业出版社,2003.[14]金以慧.过程控制[M].北京:清华大学出版社,1999.[15]何离庆.过程控制与装置[M].重庆:重庆大学出版社,2003.[16]何衍庆,俞金寿.工业生产过程控制[M]北京:化学工业出版社,2004.[17]郭爱民.冶金过程检测与控制[M].北京:冶金工业出版社,2004.[18]万百五.工业大系统优化与产品质量控制[M].北京:科学出版社,2003.[19]邵裕森,戴先中.过程控制工程[M].北京:机械工业出版社,2003.[20]施仁,刘文江.自动化仪表及过程控制[M].北京:电子工业出版社,2004.[21]王对青.工业过程控制工程[M].北京:化学工业出版社,2003.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 lijian537202
lijian537202
本文标题:过程控制与自动化仪表 3
链接地址:https://www.777doc.com/doc-20751 .html