您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 采用PLC技术全面实现新钢三期技改综合料场自动化控制
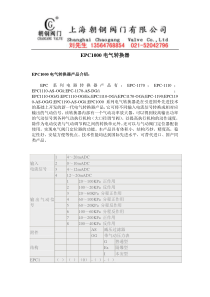
新钢公司自动化部采用PLC技术全面实现新钢三期技改综合料场自动化控制刘莉、何鹏(新余钢铁有限责任公司自动化部,江西新余338001)[摘要]本文介绍了以QUANTUM系列的MODICONPLC为控制核心组成的自动化系统在新钢三期技改综合料场中的技术应用,通过这些介绍,可以使我们更清楚地看到MODICONPLC在提高料场利用率、优化控制结构等方面所起到的关键作用,同时对于促进综合料场自动化水平,最终实现料场生产最优化所起到的积极意义。[关键词]综合料场;MODICONPLC;UNITYPRO;IFIX4.0;自动控制一.概况综合料场项目是公司三期技改工程配套建设项目,在现有原料场、煤场的基础上或新建或扩建或改造,以满足焦炉、烧结机、炼铁等生产工序对原燃料的需求。项目共包括五大部分:新建2×63k×6m顶装焦炉配套煤场,新建2×360m2烧结机配套一次料场、混匀料场,炼铁球团块矿料场(二料场改造)及成品烧结矿、成品焦、块矿球团、高炉返矿输送系统。这些系统的建成及优劣将对整个三期技改的成败起到关键的作用。工艺线路图新钢公司自动化部第2页共9页二.项目特点1.占地广,设备繁多且分散。2.系统区域内外接口多。3.移动机械如堆取料机多,优化效率、确保通讯安全难度大。4.料线交叉多,组合优化难度大。5.生产强度大,生产后可供调试时间短。三.自动化系统设计原则综合料场作为公司原料的主要接入地,其作用主要有二:1.利用有限的场地,尽可能快速、合理的将原料堆放到最适宜的地方。2.尽可能快速将原料取出输送至需料的生产设备。而自动化系统作为料场重要组成部分,其意义不仅仅只是实现了对现场设备的远程控制,还在于实现对整体工艺情况的完整掌控,并为操作人员提供最友好的界面,从而充分提高料场全区域设备的利用系数,实现生产流程最优化。基于以上认识,此次自动化设计的总原则是:在保证设备及人身安全的前提下,尽量优化供料流程,提高设备作业率,充分挖掘料场存储原料能力,在提高生产强度和安全之间找到最佳平衡点,满足公司大生产对原燃料的迫切需求。四.自动化系统概述根据项目区域划分,并结合设计及用户单位意见,此次料场自动化系统共分为煤场、一次料场、混匀料场、二料场矿1、二料场矿2、成品输送、成品烧结七个子系统,每个子系统由控制站、操作站、远程站及冗余现场总线等组成。用于完成工艺生产过程的数据采集、自动控制、参数显示、越限报警、报表打印等功能。控制站及操作站装在主控制室内,通过现场总线与各远程站进行数据通讯。所有区域实现基础自动化。硬件方面,系统控制单元采用施耐德公司QUANTUM系列PLC,其中除二料场因是扩容改造,不宜更改原PLC类型,其余五部分均选用新型UNITYQUANTUM系列PLC,该系列PLC相比原CONCEPT系列在性能上有了大幅提高,能更好的确保系统稳定、高效。此外,在六个子系统操作室均设置两台工业级上位机和一台不间断电源(UPS),上位机彼此对等,互为冗余,不间断电源主要起到在市电断电时能使控制站主站和上位机继续工作30分钟以上,从而使操作人员有足够时间采取必要措施保护设备安全的作用。软件方面,全部选用正版软件,操作系统选用WINDOWSXP(SP2)中文专业版,下位软件在二料场采用Concept2.5XL,其余区域均采用UnityPRO3.1XL;所有区域上位软件均选用IFIX4.0(标准版),并安装瑞星杀毒软件。区域间网络方面,新煤场与焦化备煤,混匀料场与混匀配料秤系统,一次料场、二料场矿1、二料场矿2、成品输送之间采用光缆联络,其中,二料场矿1、二料场矿2、成品输送之间因为是完整控制链,因此设计为环网结构,其余部分则设计为链形结构。此外,成品输送与新高炉之间采用电缆(硬连线),以实现彼此间生产信号传递。主PLC与堆取料机通讯采用无线方式,确保通讯介质稳定、畅通。新钢公司自动化部第3页共9页五.主要控制项目1.新煤场系统在新煤场变电所内设控制主站及操作站,电磁站内设远程站,对新增煤场内2条卸车线、4台桥式螺旋卸煤机、32个地下料仓的电液阀门控制器、4台移动式给煤机、13条胶带机、2台斗轮式取料机运行进行检测、联锁控制。并通过新焦化备煤系统传送的配煤槽料位信号,实现煤场输送系统与配煤槽料位之间的联锁停止。2.新一次料场系统在新一次料场2#变电所(南面)设新控制主站及操作站,1#变电所(北面)设远程站,同时,老一次料场控制站保留,老操作站移至新一次料场2#变电所,新老系统之间通过以态网光纤通讯,同时工作,对新老一次料场实现集中控制,具体分工如下:老系统仍对原有设备进行集中控制,新系统对一次料场新增的8条带式给料机、2台振动筛、7台三通分料器、4台堆取料机、42条胶带机进行集中控制;对由于工艺变动进入到新系统生产流程的部分老系统设备,鉴于它们既要融入到新系统,同时仍要保持与老系统其他设备的联锁要求,大动其控制方案会对老系统生产造成较大影响,因此设计仍由老系统控制,但新老系统互传生产联系信号以实现对该部分设备的完整工艺控制。3.混匀料场系统新混匀变电所内设控制站及操作站,对系统内14条胶带、1个堆料机、2个取料机进行联锁控制。同时,利用光缆实现与配料秤控制系统的信号共享,通过统一的上位画面实现对全区域设备的集中控制。4.二料场系统(含矿1、矿2两段独立操作)由于二料场是扩容改造,在新建自动化系统的同时不能影响其生产,因此,新二料场自动化系统是在原系统基础上进行设计,但二料场改造后,整体工艺(主要是料流走向)、控制新钢公司自动化部第4页共9页要求较改造前均有很大的变化,原控制系统必须进行彻底修改,综上考虑,我们按如下方案进行设计:在二料场矿1变电所内设第一段控制主站及操作站,原二料场控制站改为远程站,同时考虑到二料场输送系统部分设备离二料场过远,因此在矿2变电所内设置第二段控制主站及操作站,一、二段独立操作,对系统内新老2台振动筛、1#2#堆取料机、取料机、23条胶带机实现联锁控制。原二料场程序及上位画面根据新工艺要求重新设计,使其充分满足新工艺要求。5.成品烧结矿、成品焦、高炉返矿输送系统在1#变电所内设控制主站及操作站,在2#变电所和烧结成品变电所内设远程站,采集4条输送线上皮带秤瞬时量信号,同时对系统内23条胶带机、20台烧结成品仓振动给料机实现联锁控制。并设计了成品输送系统与高炉、焦化、二料场PLC系统的生产联系信号。六.供料方式以堆取料机作为界限,分为堆料、取料、直拨三种方式。煤场受限于堆取料机自身原因、混匀料场无堆取料机只能实现前两种方式,其余料场则完全实现上述三种方式。七.操作方式及特点操作方式采用集中监控方式,分为系统自动(联动)、系统手动(单动)、机旁手动。其中,系统自动时,区域内所有具有联锁要求的设备均形成上下游联锁关系,操作人员在上位机上根据实际情况人工点击所需料线的选择及启动按钮后,该料线设备即延时逐级启动,反之,料线运行时,操作人员可点击该料线的顺停按钮以实现该料线设备逐级顺停,启停原则为逆启顺停,下游设备故障时急停上游所有设备,此外,料线运行时,操作人员可点击该料线的急停按钮以实现该料线设备全线齐停。系统手动时,区域内设备联锁关系全部解除,操作人员在上位机可随意启停所有设备,该方式主要用于设备检修。机旁手动时,设备由现场人员操作,系统无法操作该设备。应该说,上述操作方式与原有料场的方式存在着很大的不同,归纳起来主要有以下两个特点:1.增加了系统手动(单动)模式,该模式对于料线故障时紧急启动设备、远程测试设备均有极大的好处。2.系统自动(联动)时,启动与原已开料线相冲突的料线,不必先将原料线设备全部停止再启动新料线,而是直接选择新料线启动,则程序会自动找到老料线中与新料线冲突的设备,并将它们顺停,同时保住老料线中与新料线不冲突的设备状态,而后再启动新料线的剩余设备,从而达到缩短切换料线时间的作用。以上两个特点自投用以来,运行稳定,其明显作用得到了用户单位的高度评价。新钢公司自动化部第5页共9页八.各区域工艺流程图煤场系统工艺流程简图炼焦用煤(火车运输)螺旋卸车机受煤槽平板闸门堆料输送线煤堆1#堆取料机2#堆取料机配煤室取料输送线新钢公司自动化部第6页共9页一次、混匀料场系统工艺流程简图为原有设施为新建设施翻车机链斗卸车机汽车卸车人工卸车1#堆取料机2#堆取料机3#堆取料机4#堆取料机5#堆取料机6#堆取料机原混匀系统混匀配矿槽混匀堆料机混匀取料机混匀取料机烧结配矿槽新钢公司自动化部第7页共9页二料场系统工艺流程简图为原有设施为新建设施人工卸车线链斗卸车机卸车线1#堆取料机筛分2#堆取料机取料机主输送线2×2500m3高炉3×1200m3高炉筛分落地落地新钢公司自动化部第8页共9页九.料线控制逻辑图料线最末设备响铃15秒后延时2秒料线最末设备启动条件是否具备启动料线最末设备料线最末设备是否启动系统等待画面报警响铃选系统自动点击料线选择按钮点击该料线启动按钮是否是否是否料线最末设备启动条件是否具备画面报警响铃启动料线中间设备点击该料线顺停或急停按钮料线最前设备响铃15秒后延时2秒料线最前设备启动条件是否具备启动料线最前设备料线最前设备是否启动画面报警响铃是否是否是否料线最前设备启动条件是否具备画面报警响铃料线全线启动完毕料线中间设备启动完毕新钢公司自动化部第9页共9页十.料线切换逻辑图料线准备好信号是否具备点击该料线顺停或急停按钮系统等待画面报警选系统自动点击料线选择按钮点击该料线启动按钮是否否是是否冲突料线冲突设备全停保持该料线选择启动取消已选冲突料线取消该料线十一.画面介绍共设计了主画面、流程选择画面(部分区域将二者合二为一)、报警画面、帮助画面。主画面主要实现系统切换、报警操作以及在系统手动时对各个设备的单动操作,同时还能监控本区域内所有设备的实时状态;流程选择画面主要实现对料线选择的切换;报警画面能帮助操作人员查找以往发生的报警事件;帮助画面主要方便操作人员查找操作规程。十二.结束语作为公司三期技改工程的重点配套项目,虽然综合料场各区域已全部建立相对完善的基础自动化系统,但笔者认为相对于其他大型钢铁厂料场,我公司的综合料场仍存在很多不足,下一步仍有很多艰巨的工作要做:首先从大方面来讲,目前的综合料场仍未摆脱各自为战的局面,在生产资源的利用率、生产组织的协调性等许多方面仍有待提高,而在现有的基础上实现综合料场全区域过程自动化(将物料流程纳入统一的全局数据库)将是大势所趋,这样既可以实现物料流程检索的自动化,又可以对料场全区域进行集中控制,从而使场地、设备利用率达到最大化。其次从小方面来讲,料场基础自动化的最难点即冲突料线的切换,在设计之初我考虑采用带料切换(即先不停原料线,先将新料线启动至两条料线接口处,直接将翻转机构翻至新料线侧,再将原料线独立部分顺停),这样做能大大缩短切换时间,但限于三通分料器、堆取料机等机构带料翻转能力,目前只能做到空料切换,随着工艺设备的改进,未来具备条件时要尽快采用带料切换。总之,一方面公司在料场运营中已积累许多宝贵经验可以借鉴,另一方面我在今后的维护调试中也会努力探索、克难攻关,自动化系统必将对公司三期综合料场稳产、高效起到应有的作用。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 aidis1983
aidis1983
本文标题:采用PLC技术全面实现新钢三期技改综合料场自动化控制
链接地址:https://www.777doc.com/doc-20867 .html