您好,欢迎访问三七文档
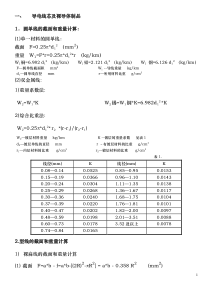
名词解释1.Weber值:在片状层流状态下,挤出机中能产生这种变形,当达到临界Weber值时,两相混合物的剪切场拉伸泡孔使其破裂,减少表面能。Weber值的定义如下:λ是黏度比ηg/ηp;f(λ)=(19λ+16)(16λ+16);η动力黏度;Υ剪切应变;σ表面张力,dp泡孔直径,下标:P聚合物,g气体2.SRIM3.凝胶潜势:凝胶潜势:G=充模式间/凝胶时间对于所有RIM的塑料G﹤0.5,对PU:G应该小于0.1,以防止过早凝胶化,造成注射欠料4.表面气体成型5.气体穿透距离二.填空题1.挤出机螺杆上产生压力的原因有和。2.微孔塑料成型过程中为提高气体的扩散效率,可采取提高温度和缩短扩散距离等措施。3.过氧化物引发PE马来酸酐接枝聚合的竞争反应有接枝与均聚和交联与接枝。4.RIM的固化机理和。5.GAIM气体注入方式气体直接注入型腔和气体经主流道注入。6.聚合物的加工性质主要有良好的可模塑性(Mouldability),可挤压性(Extrudability),可纺性(Spinnability),可延性(Stretchability)。7.反应挤出的主要反应类型本体聚合(缩聚反应;加聚反应),接枝反应,链间共聚物的形成,偶联/交联反应,可控降解反应,聚合物的官能化和官能团改性,三.用挤出式型法加工PS薄膜时,已知PSbr-1=75度,非牛指数m=2.5为了要得到均匀度指数UI=98%的薄膜,试问机头模唇的温差最大不应该超过多少?ui=1-mbrT…四.什么是反应加工?根据螺杆输送理论说明挤出机特别适合作为聚合反应器的原因5分(高粘度体系)反应加工:同时进行化学反应和聚合物加工的技术,或者是将化学反应与聚合物加工过程相结合的一种技术。它具有利用挤出机处理高粘度聚合物的独特功能,对挤出机螺杆料筒上的各个区域进行独立的温度控制、物料停留时间控制和剪切强度控制,使物料在各个区域传输过程中完成固体输送、增压熔融、物料混合、熔体加压、化学反应、排除副产物和未反应单体、熔体输送和泵出成型等一系列化工基本单元操作,因此它是理想的高粘度聚合物熔融态反应方法。2)(fddtdwepp表面力剪切力五.阐述挤出机固体输送段非塞流理论的主要内容,并说明散粒体的液体及固体有什么不同?10分三段7区物理模型:将螺杆分为三段七区:固体输送段:第1区非塞流区第2区塞流区压缩段:4个区:第3区上熔膜区第4区熔池区第5区环流区第6区固相破碎区计量段:第7区熔体输送区⑴物理模型:非塞流固体输送理论与塞流理论最大的区别在于物料形成的假设。塞流理论认为:物料是密实的无间隙的整块固体;非塞流固体理论认为:物料是松散的,颗粒之间有相对运动的散粒体。散粒体:指一定大小的物料自然地堆积在一起而成的体系。介于固体和液体之间。散粒体和固体塞之间最大差别在于散粒体有一定的流动性,并且在一定的范围内能保持其形状,几乎不能抵抗拉力,抵抗剪切力的能力很小,在较小的外力作用下就会发生流动。散粒体和流体的最大差别表现为散粒体不满足于压力各向同性的假设。引入散粒体概念后,螺槽中物料的运动规律发生了很大变化,一维压力场和速度场将会被多维压力场和速度场代替,颗料除了和金属摩擦外,相互之间也同样存在着挤压力和摩擦力。摩擦力较小时,相对运动比较明显,随着内摩擦力的增大,相对运动削弱,甚至转换成塞流。散粒体与固体、液体的区别六.GAIM气体的控制方式有哪几种?用图示简要说明。某制品在采用上述方法成型时发生气体吹穿现象,你认为是什么原因造成的?如何解决?10分气体控制方式⑴体压力自动化优化控制这是一个理想的压力变化,通过控制气体的注入使熔体充满型腔的前沿流动速率保持在该方法中,气体压力过高会导致熔体充满速率过快而出现喷射现象,导致制件质量降低。压力过低则会导致熔体充满速率过低而出现迟滞痕,甚至射,影响制件质量。⑵积控制法有高压气动活塞和汽缸产生预定压力和体积的气体,在气体推动熔体的过程中,始终保持气体体积恒定,随着气体冲模过程的进行,气体压力不断降低,该方法在熔体掏空体积较大时压力降较大,有很大的局限性。⑶压力控制法连续气压生成系统是在气体推动聚合物熔体过程中始终保持压力恒定或分阶段保持气体压力恒定。该方法是目前使用较为普通的方法,其中有多采用分阶段气体压力控制,如英国GasInjection公司的气辅设备上采用的p.p.c控制单元(PhazedPressureControl)就是气体压力控制方式,压力的变化如图气体吹穿指气体前沿超越熔体前沿而将熔体吹穿,如果发生吹穿则制件将不能成型。这可能是由于熔体注入量太少,熔体强度低,熔体温度高气体压力过大,气道布置不合理等原因造成。为防止吹穿,应控制短射量和壁厚减少注射量,增加气道尺寸,可能回导致吹穿增加注射量,降低气体压力,可缩短穿透长度MoldtemperatureMelttemperatureInjectiontimeResinvolumeDelaytimeGaspressureGastime1GasfingeringDownDownLongUpLongDownDown2Blow-outDownDownShortUpLongDownDown3StressmarkUpUp-UpLongDownDown4SinkmarkDownDownLongDownShortUpUp5SilverstreakUpDownLong----6ColordifferenceDownDownLong-ShortDownDownNoProblemsSolutions七.说明MCP工艺过程并分析泡孔成核和生长的主要机理。在MCP塑料制品成型时为什么多采用超临界CO2?说明热塑性塑料利用MCP法在常温下加工的原因。15分MCP的工艺过程有四步:气体的溶解,泡孔成核,泡孔生长,定型成核方式均相成核:原材料均一,整个基体中泡孔成核需要的活化能相同。异相成核:两种或两种以上的材料之间的界面,成核需要的能量较低,因而界面能较高。当驱动力非常高,如聚合物中气体过饱合度非常大时,活化水平的差别远远小于驱动力。则均相成核和异相成核会同时发生。当使用超临界态CO2生产MCP材料时通常会涉及两种成核过程。成核机理为了使成核产生,需要克服一个能量壁垒。能量壁垒取决于两个因素:①气体扩散到泡孔胚所能提供的能量。②形成泡孔表面所需的表面能。在泡孔稳定和生长之前,有一个临界泡孔尺寸,低于该尺寸,泡孔胚将塌陷。成核速率可以用下式计算泡孔的生长。气泡长大随时间的变化关系:)exp(dN0KTGfNdt泡孔生长模型最好的是二氧化碳,水有腐蚀作用,氩太贵,溶解度低。氮气溶解度低。超临界流体具有许多独特的性质,如粘度小、密度、扩散系数、溶剂化能力等性质随温度和压力变化十分敏感:粘度和扩散系数接近气体,而密度和溶剂化能力接近液体。由于气体占据了聚合物分子间的间隙位置,分子间距离增加,从而彼此容易发生相对运动导致聚合物—气体溶液变形,因此,随着气体浓度的增加,Tg和粘度均会降低即使常温下,PET、PMMA也处于橡胶区域,于是可以利用这一现象在不加热聚合物的条件下成型塑料制品八.详细说明反应挤出法制备PS按MA(PE-g-MA)的配方,接枝条件和工艺流程。并分析影响接枝效率的主要因素。20分聚烯烃(PP,PE)接枝马来酸酐⑴反应特性:除了共聚接枝外,MAH还能均聚,但均聚倾向差,MAH用常规的自由基催化剂不发生均聚,但当浓度较高,而且是持续加入时就效了。因此,控制工艺条件,就是接枝与均聚的竞争,交联与接枝的竞争。(如DCP使PE交联),用BPO,180℃不能使LDPE交联,但只要MAH存在,交联就会发生。在含有胺类的氧化还原体系中,不能发生MAH的聚合。如体系中加入MDF,可以抑制MAH的聚合。(2)工艺过程Strait,1988年,LDPE接枝MA:LDPE67.5Kg,挤出机200rpm,四段温度:215℃、228℃、233℃、235℃。MA:甲基乙基甲酮:L130=1:1:0.3,加入量1.01Kg/h在第一区末端加入,引发剂在随后的注料口加入,反应主要发生在第二区,真空排气口设在第三区和第四区。产物的接枝率0.55﹪。(3)注意的问题:a料的流动性下降b变色(发黄)c反应不完全,有气味(MA),(将多余的MA彻底排除)d接枝率低,接枝物要有较好的黏附效果,接枝率〉0.2﹪
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 erigu5
erigu5
本文标题:聚合物加工真题
链接地址:https://www.777doc.com/doc-2113429 .html